Obras de ingeniería de Hanford

Hanford Engineer Works ( HEW ) fue un complejo de producción nuclear en el condado de Benton, Washington , establecido por el gobierno federal de los Estados Unidos en 1943 como parte del Proyecto Manhattan durante la Segunda Guerra Mundial. Construyó y operó el reactor B , el primer reactor de producción de plutonio a gran escala . El plutonio fabricado en el HEW se utilizó en la bomba atómica detonada en la prueba Trinity en julio de 1945, y en la bomba Fat Man utilizada en el bombardeo atómico de Nagasaki en agosto de 1945. La planta continuó produciendo plutonio para armas nucleares hasta 1971. El HEW fue comandado por el coronel Franklin T. Matthias hasta enero de 1946, y luego por el coronel Frederick J. Clarke .
El director del Proyecto Manhattan, el general de brigada Leslie R. Groves Jr. , contrató a DuPont como contratista principal para el diseño, la construcción y el funcionamiento del HEW. DuPont recomendó que se ubicara lejos de las áreas densamente pobladas, y se eligió un sitio en el río Columbia , con el nombre en código Sitio W. El gobierno federal adquirió el terreno en virtud de su autoridad de poderes de guerra y reubicó a unos 1.500 residentes cercanos. La adquisición fue una de las más grandes en la historia de los EE. UU. Surgieron disputas con los agricultores sobre el valor de la tierra y la compensación por los cultivos que ya se habían plantado. La adquisición no se completó antes de que el Proyecto Manhattan terminara en diciembre de 1946.
La construcción comenzó en marzo de 1943 en un proyecto enorme y técnicamente desafiante. La mayor parte de la fuerza laboral de la construcción, que alcanzó un pico de casi 45.000 en junio de 1944, vivía en un campamento de construcción temporal cerca del antiguo poblado de Hanford. Los administradores, ingenieros y personal operativo vivían en la ciudad gubernamental establecida en Richland , que tuvo una población máxima en tiempos de guerra de 17.000. El HEW construyó 554 edificios, incluidos tres reactores moderados por grafito y refrigerados por agua (B, D y F) que operaban a 250 megavatios. Se les alimentaba con uranio natural sellado en latas de aluminio (conocidas como "slugs").
El reactor B entró en estado crítico en septiembre de 1944 y, tras superar el envenenamiento por neutrones , produjo su primer plutonio en noviembre. Los residuos irradiados se procesaron en dos enormes plantas de separación química operadas a distancia (T y B) donde se extrajo el plutonio mediante el proceso de bismuto-fosfato . Los desechos radiactivos se almacenaron en tanques subterráneos. El primer lote de plutonio se procesó en la planta T entre diciembre de 1944 y febrero de 1945 y se entregó al Laboratorio de Los Álamos del Proyecto Manhattan . Los reactores idénticos D y F entraron en funcionamiento en diciembre de 1944 y febrero de 1945, respectivamente. El HEW sufrió una interrupción el 10 de marzo de 1945 cuando una bomba de globo japonesa impactó en una línea eléctrica de alta tensión. El coste total del HEW hasta diciembre de 1946 fue de más de 348 millones de dólares (equivalente a 4.100 millones de dólares en 2023). El Proyecto Manhattan finalizó el 31 de diciembre de 1946 y el control del HEW pasó del Distrito de Manhattan a la Comisión de Energía Atómica .
Selección de contratista
Durante la Segunda Guerra Mundial, la Sección S-1 de la Oficina Federal de Investigación y Desarrollo Científico (OSRD) patrocinó un proyecto de investigación sobre el plutonio por parte de científicos de la Universidad de Columbia , la Universidad de Princeton , la Universidad de Chicago y la Universidad de California en Berkeley . Se teorizó que el plutonio, un elemento sintético producido recientemente en laboratorios, era fisible y, por lo tanto, utilizable en una bomba atómica . Los físicos del Laboratorio Metalúrgico de Chicago diseñaron reactores nucleares ("pilas") que podían transmutar el uranio en plutonio, mientras que sus químicos investigaron formas de separar el plutonio del uranio no transmutado y los productos de fisión . [1] Se necesitaban aproximadamente cuatro toneladas de uranio para producir un kilogramo de plutonio. [2] El programa de plutonio se conoció como el proyecto X-10. [3]

El 23 de septiembre de 1942, el general de brigada Leslie R. Groves Jr. se convirtió en el director del Proyecto Manhattan . [4] Stone & Webster había sido contratada para llevar a cabo la construcción de Clinton Engineer Works en Oak Ridge, Tennessee , pero Groves consideró que la tarea de diseñar, construir y operar las instalaciones del Proyecto Manhattan estaba más allá de los recursos de una sola empresa. Al mismo tiempo, quería mantener bajo el número de contratistas principales por razones de seguridad. [5]
Groves se sintió atraído por DuPont , una empresa con la que había trabajado en el pasado, porque diseñaba y construía sus propias plantas, [6] lo que sugería que tenía la experiencia necesaria para actuar como contratista principal para el complejo de producción de plutonio. Esto tenía el beneficio adicional de no requerir que el Distrito de Manhattan (el componente militar del Proyecto Manhattan) coordinara el trabajo de los contratistas en el proyecto, reduciendo así la carga de trabajo de Groves. [5] [7] Groves informó al vicepresidente de DuPont, Willis F. Harrington, y al químico Charles Stine sobre el Proyecto Manhattan el 31 de octubre. [8] Ambos protestaron que la empresa "no tenía experiencia ni conocimiento de física y que eran incompetentes para emitir ninguna opinión excepto que todo el proyecto parecía estar más allá de la capacidad humana". [9]
El 4 de noviembre, los químicos e ingenieros de DuPont, entre ellos Stine, Elmer Bolton , Roger Williams, Thomas H. Chilton y Crawford Greenewalt , visitaron el Laboratorio Metalúrgico de Chicago. El 10 de noviembre, Groves, el coronel Kenneth Nichols (el ingeniero jefe adjunto del Distrito de Manhattan que era responsable del HEW, Clinton Engineer Works y otros sitios de producción), Arthur H. Compton (el director del Laboratorio Metalúrgico) y Norman Hilberry (el adjunto de Compton) se reunieron con el comité ejecutivo de DuPont en la sede de la empresa en Wilmington, Delaware . Groves aseguró al presidente de DuPont, Walter S. Carpenter Jr. , que el Proyecto Manhattan era considerado de la mayor importancia por el presidente Franklin Roosevelt , el secretario de Guerra Henry L. Stimson y el jefe del Estado Mayor del Ejército de los Estados Unidos George C. Marshall . [10] [8]
DuPont , consciente de haber sido denunciado como mercader de la muerte después de la Primera Guerra Mundial, inicialmente se negó a pagar, pero por razones legales se acordó un contrato de costo más honorarios de un dólar. [11] A pedido de Carpenter, el director de la OSRD, Vannevar Bush, hizo que Roosevelt escribiera sus iniciales en una carta en la que se indicaba que el gobierno asumía toda la responsabilidad por todos los riesgos involucrados en el proyecto. [12]
Selección del sitio

En un principio se había previsto que los reactores se construyeran en el emplazamiento de Oak Ridge, pero Carpenter expresó sus reservas al respecto, porque Oak Ridge se encontraba a tan solo 32 kilómetros de Knoxville . [13] Los físicos del Laboratorio Metalúrgico eran más optimistas sobre la seguridad de los reactores nucleares; Eugene Wigner afirmó que podrían construirse en el río Potomac , cerca de Washington, DC . [14] Un accidente importante podría provocar la pérdida de vidas y graves efectos sobre la salud, y a Groves le preocupaba que incluso uno menor pudiera interrumpir la producción vital para la guerra (en particular, de aluminio) o requerir la evacuación de las plantas de separación de isótopos del Proyecto Manhattan . Pero extender las instalaciones de Oak Ridge sobre un área mayor implicaría la compra de más terrenos. En diciembre de 1942, el número de reactores que era necesario construir todavía era incierto; a efectos de planificación, se pretendía construir seis reactores y cuatro plantas de separación química. [15]
El sitio ideal se describió mediante ocho criterios:
- Un suministro de agua limpia y abundante (al menos 25.000 galones estadounidenses por minuto (1.600 L/s))
- Una gran fuente de energía eléctrica (unos 100.000 kW)
- Un "área de fabricación peligrosa" de al menos 12 por 16 millas (19 por 26 km)
- Espacio para instalaciones de laboratorio al menos a 8 millas (13 km) del reactor o planta de separación más cercano
- El pueblo de los empleados se encuentra a no menos de 10 millas (16 km) a barlovento de la planta.
- No hay localidades de más de mil habitantes a menos de 20 millas (32 km) de la zona de fabricación peligrosa
- No hay ninguna carretera principal, ferrocarril o pueblo de empleados a menos de 10 millas (16 km) del área de fabricación peligrosa
- Terreno que podría soportar cargas pesadas. [16]
El más importante de estos criterios era la disponibilidad de energía eléctrica. Las necesidades de las industrias bélicas habían creado escasez de energía en muchas partes del país, y se descartó el uso de la Tennessee Valley Authority porque se esperaba que la Clinton Engineer Works absorbiera su exceso de capacidad de generación. Entre el 18 y el 31 de diciembre de 1942 (apenas doce días después de que el equipo del Laboratorio Metalúrgico dirigido por Enrico Fermi pusiera en funcionamiento Chicago Pile-1 , el primer reactor nuclear), un grupo de inspección formado por el teniente coronel Franklin T. Matthias y los ingenieros de DuPont AES Hall y Gilbert P. Church inspeccionó varios sitios alternativos. [17] [18]

Observaron sitios cerca de Coeur d'Alene, Idaho ; Hanford, Washington ; Mansfield, Washington ; los valles del río Deschutes y del río John Day en Oregón ; el río Pit en California; Blythe, California ; y Needles, California (los dos últimos estando en el río Colorado ). [19] [20] El 1 de enero de 1943, [20] Matthias llamó a Groves desde Portland, Oregón , [21] e informó que el sitio de Hanford era "mucho más favorable en prácticamente todos los aspectos que cualquier otro". [22] El grupo de inspección notó una abundancia de agregado , que podría usarse para hacer hormigón, y que el suelo parecía lo suficientemente firme como para soportar estructuras masivas. [23] Notaron que una línea eléctrica de alto voltaje que conectaba la presa Grand Coulee con la presa Bonneville atravesaba el sitio. Groves lo visitó el 16 de enero de 1943 y aprobó la selección. [24] Se lo designó oficialmente como Hanford Engineer Works (HEW), [25] y se lo denominó en código " Sitio W ". [26] [27]
Matthias había trabajado con Groves en su proyecto anterior, la construcción del Pentágono . Groves tenía la intención de que Matthias se convirtiera en su adjunto, pero por consejo del ingeniero jefe del Distrito de Manhattan, el coronel James C. Marshall , Matthias se convirtió en el ingeniero de área del Sitio Hanford. Gilbert Church se convirtió en el gerente de proyectos de campo del equipo de construcción de DuPont. Parte de la razón para enviarlos juntos en el grupo de inspección fue verificar que fueran compatibles como compañeros de trabajo. [28] Como ingeniero de área, Matthias tenía un grado inusual de autonomía. La ubicación aislada de Hanford significaba que las comunicaciones eran limitadas, por lo que los informes diarios a la sede del Distrito de Manhattan en Oak Ridge eran poco prácticos. [29] El proyecto disfrutó de la calificación AAA de la Junta de Producción de Guerra , lo que le dio la máxima prioridad para la adquisición de materias primas y suministros. [30]
DuPont creó una división dentro del departamento de explosivos de EB Yancey bajo la dirección de Roger Williams, conocida como TNX. Williams la dividió en dos subdivisiones: una División Técnica, dirigida por Greenewalt, para trabajar con el Laboratorio Metalúrgico en el diseño; y una División de Fabricación bajo la dirección de R. Monte Evans para supervisar las operaciones de la planta. La construcción estuvo a cargo del Departamento de Ingeniería de DuPont, cuyo jefe, EG Ackart, asignó la responsabilidad del proyecto de plutonio a su adjunto Granville M. Read . Finalmente, el 90 por ciento del personal y los recursos de ingeniería de DuPont se dedicaron al Proyecto Manhattan. [31] [32] [33]
Adquisición de tierras
El secretario Stimson autorizó la adquisición del terreno el 8 de febrero de 1943. [24] [34] Una oficina del proyecto del Distrito de Manhattan abrió en Prosser, Washington , el 22 de febrero. El juez federal Lewis B. Schwellenbach emitió una orden de posesión bajo la Ley de Poderes de la Segunda Guerra al día siguiente, y el primer terreno fue adquirido el 10 de marzo. [34] [35] Se enviaron avisos en marzo a los residentes de White Bluffs , Hanford y Richland, alrededor de 1.500 personas en total. El ejército excavó 177 tumbas en el cementerio de White Bluffs y las trasladó a Prosser, al otro lado de Rattlesnake Mountain . [36] [37]

El terreno se dividió en cinco áreas. El Área A, en el centro del sitio, era la ubicación de las instalaciones del proyecto; se adquirió directamente y, por razones de seguridad, todo el personal no relacionado con el proyecto sería removido. El Área A circundante era una zona de seguridad, el Área B; este terreno fue arrendado, con sus ocupantes sujetos a desalojo con poca antelación. El Área C se destinó a la aldea de los trabajadores y se arrendó o compró. El Área D se destinó a plantas de producción y se compró. Finalmente, hubo dos parcelas de tierra designadas como Área E, que se adquirirían solo si fuera necesario. [38] Finalmente, 6,599.45 acres (2,670.70 ha) del Área E se adquirieron mediante arrendamiento, tarifa o transferencia. [39] En total, se adquirirían 4,218 parcelas con un total de 428,203.65 acres (173,287.87 ha), [40] lo que lo convirtió en uno de los proyectos de adquisición de tierras más grandes en la historia de Estados Unidos. [41]
Alrededor del 88 por ciento de esta tierra era artemisa , donde pastaban entre dieciocho y veinte mil ovejas. Casi todo el resto era tierra de cultivo, aunque no todo estaba bajo cultivo. [42] Los agricultores sentían que debían ser compensados por el valor de los cultivos bajo cultivo, así como por sus tierras. [43] La mayoría de los tasadores del Banco Federal de Tierras estaban radicados en Seattle o Portland, y no estaban familiarizados con los cultivos y las prácticas agrícolas de la región. Visitaban en invierno, cuando muchos campos parecían estar en barbecho y los agricultores estaban ausentes durante la temporada, a menudo trabajando en los astilleros de Seattle o sirviendo en el ejército, pero no consideraban que sus tierras estuvieran abandonadas. Había habido pocas ventas de tierras en el área para comparar, y los precios eran bajos durante la Gran Depresión . Por lo tanto, los valores asignados a las granjas tendían a ser bastante bajos. [44]

Como el trabajo en el lugar no podía comenzar inmediatamente, Groves pospuso la toma de posesión física de la tierra cultivada para que se pudieran cosechar los cultivos ya plantados. Las fechas de cosecha variaban de abril a septiembre, dependiendo del tipo de cultivo, [45] [46] pero cuando los residentes comenzaron a ser vistos como un peligro para la seguridad, el 5 de julio se emitió una orden de expulsión con dos días de aviso. [47]
La cosecha del verano y el otoño de 1943 fue excepcionalmente abundante y los precios eran altos debido a la guerra. Esto aumentó los precios de la tierra. También promovió ideas exageradas sobre el valor de la tierra, lo que llevó a litigios. [45] [46] Un problema particular fueron los distritos de riego , que proporcionaron un núcleo para la oposición organizada a la adquisición y contrataron asesores legales. Los agricultores tuvieron que pagar su parte de la tierra del distrito de riego con la venta de su propiedad. Una tasación del 7 de agosto confirmó que los bonos estaban adecuadamente cubiertos, pero hasta entonces muchos agricultores se negaron a vender. [48] La queja más grande fue la lentitud en los pagos. El 18 de junio de 1943, Matthias señaló que solo se habían entregado diecinueve cheques por las dos mil transacciones completadas. [49]
| Clasificación | Tratados | Acres | Hectáreas |
|---|---|---|---|
| Parcelas urbanas | 496 | 679,71 | 275.07 |
| Tierras de cultivo | 1.008 | 48.956,05 | 19.811,81 |
| Tierras de pastoreo | 1,589 | 377.468,19 | 152.755,96 |
| Misceláneas | 125 | 1.099,70 | 445.03 |
| Total | 3.218 | 428.203,65 | 173.287,87 |
El descontento por la adquisición fue evidente en las cartas de los residentes del sitio de Hanford a los Departamentos de Guerra y Justicia . Bush informó a Roosevelt sobre la adquisición, pero el Comité Truman comenzó a hacer averiguaciones. [51] El 15 de junio, envió cartas a Carpenter y Julius H. Amberg, el asistente especial de Stimson, pidiendo una explicación sobre la elección de la ubicación, el costo estimado del proyecto y la necesidad de la adquisición de tanta tierra. [52] En una reunión de gabinete el 17 de junio, Roosevelt le preguntó a Stimson si el Proyecto Manhattan consideraría trasladar la producción de plutonio a otro lugar. Groves aseguró a Stimson que no había otro sitio "donde el trabajo pudiera hacerse tan bien". [51] Stimson luego fue a ver al senador Harry S. Truman , quien aceptó eliminar el sitio de Hanford de las investigaciones del comité por motivos de seguridad nacional. [52] A pesar de los intentos de Stimson de mantener a Truman al margen de todo conocimiento sobre el propósito del proyecto, este último escribió a un juez de Spokane en julio sobre el lugar: "Sé algo sobre ese tremendo negocio inmobiliario, y me han informado de que es para la construcción de una planta para hacer una explosión terrible para un arma secreta que será una maravilla". [53] En diciembre, un investigador del Comité Truman intentó una vez más investigar el proyecto Hanford debido a "varios rumores" que otro senador había enviado a Truman, y en marzo de 1944, el Comité volvió a necesitar garantías de que el proyecto era secreto y no podía ser auditado. [54]
Entre marzo y octubre de 1943, los asentamientos promediaron 108 por mes. El primer juicio de expropiación comenzó el 7 de octubre. [55] Los jurados del juicio fueron en gran parte de Yakima , donde la productividad y los precios de la tierra eran mucho más altos, [45] y desconfiaban de los tasadores del Banco Federal de Tierras. Según el procedimiento habitual en el estado de Washington, visitaron las parcelas bajo adjudicación, [56] y la vista de trabajadores con placas de identificación de DuPont generó rumores de que el proyecto no tenía valor militar y que el gobierno estaba utilizando el dominio eminente para el beneficio de la empresa privada. [57] Los jurados simpatizaron con las reclamaciones de los terratenientes y los pagos otorgados fueron muy superiores a las tasaciones. [56]

Desde octubre de 1943 hasta abril de 1944, la tasa de acuerdos se redujo a un promedio de siete por mes. [55] Groves comenzó a preocuparse de que la atención pública generada por los juicios y la inspección de los terrenos por parte de los jurados donde ahora comenzaba la construcción pudiera poner en peligro la seguridad del proyecto. Arregló con Norman M. Littell, el fiscal general adjunto a cargo de la División de Tierras del Departamento de Justicia, una mayor flexibilidad para realizar ajustes a las valoraciones a fin de facilitar los acuerdos extrajudiciales y el establecimiento de un segundo tribunal con jueces adicionales. Se instaló aire acondicionado en la sala del tribunal en Yakima para permitir que se escucharan los casos durante los meses de verano. [58]
Littell se convenció de que la raíz del problema eran las valoraciones defectuosas y el 13 de octubre de 1944 se presentó en el tribunal de Yakima y pidió a Schwellenbach que suspendiera todos los juicios de expropiación hasta que el Departamento de Justicia pudiera llevar a cabo nuevas valoraciones de más de 700 parcelas que aún estaban pendientes de liquidación. El subsecretario de Guerra , Robert P. Patterson, envió una carta enérgica al fiscal general Francis Biddle . Esto llevó a un punto crítico una disputa de larga data entre Biddle y Littell sobre la administración de la División de Tierras, y Biddle pidió la renuncia de Littell. Cuando esto no se produjo, hizo que Roosevelt destituyera a Littell de su cargo el 26 de noviembre. [58] Cuando el Proyecto Manhattan terminó el 31 de diciembre de 1946, todavía quedaban 237 parcelas por liquidar. [59] En total, se gastaron $5.148.462 (equivalentes a $61.000.000 en 2023) en la adquisición de tierras. [60]
También se vieron afectados los Wanapum , las Tribus y Bandas Confederadas de la Nación Yakima , las Tribus Confederadas de la Reserva Indígena Umatilla y la Tribu Nez Perce . [61] [62] [63] Los nativos americanos estaban acostumbrados a pescar en el río Columbia cerca de White Bluffs durante dos o tres semanas en octubre. El pescado que capturaban se secaba y proporcionaba alimento para el invierno. Se llegó a un acuerdo con el jefe Wanapum, Johnny Buck, que permitía a Buck y a sus dos asistentes emitir pases para pescar en el lugar. Esta autoridad fue revocada en 1944 por razones de seguridad. Los Yakima rechazaron las ofertas de un pago anual en efectivo, y Matthias proporcionó un camión y un conductor para llevarlos a Priest Rapids todos los días durante la temporada de pesca, pero no se les permitió acampar allí durante la noche. Matthias aseguró a los nativos americanos que sus tumbas serían tratadas con respeto, pero pasarían quince años antes de que se permitiera a los Wanapum acceder para marcar los cementerios. En 1997, a los ancianos tribales se les permitió traer a niños y adultos jóvenes al sitio una vez al año para que aprendieran sobre sus lugares sagrados . [64] [65]
Municipio
Hanford

Matthias y Church se reunieron en Wilmington el 2 de marzo de 1943 y trazaron un esquema del diseño de las obras de ingeniería de Hanford. [66] Normalmente, en una zona aislada, los empleados se alojarían en el lugar, pero en este caso, por razones de seguridad, era deseable alojarlos al menos a 16 km de distancia. Ni siquiera los trabajadores de la construcción podían alojarse en el lugar, porque algunas operaciones de la planta tendrían que llevarse a cabo durante las pruebas de arranque. El ejército y los ingenieros de DuPont decidieron crear dos comunidades: un campamento de construcción temporal y una aldea operativa más grande. En lugar de crear campamentos de construcción temporales en cada sitio de construcción, un gran campamento daría servicio a todos los sitios de construcción. [67] [68]
La construcción se aceleró al ubicar el campamento de construcción y el pueblo operativo en los sitios de los pueblos existentes, donde podían aprovechar los edificios, caminos e infraestructura de servicios públicos ya existentes. Los ingenieros decidieron ubicar el campamento de construcción temporal en el sitio del pueblo de Hanford, que tenía una población de aproximadamente 125. Estaba a 6 millas (9,7 km) del sitio del área de proceso más cercano, que se consideró suficientemente distante al inicio. Contaba con servicio de la carretera estatal Connell-Yakima , la carretera Pasco - White Bluffs y un ramal del ferrocarril Chicago, Milwaukee, St. Paul y Pacific . La electricidad estaba disponible en la subestación de Pacific Power and Light Company y el agua de pozos locales. Las instalaciones comunitarias incluían tiendas, dos almacenes de empaque de frutas, un patio de almacenamiento, una escuela primaria y secundaria combinadas y una iglesia. [67] [68]
Como DuPont y el Laboratorio Metalúrgico aún no habían avanzado mucho en el diseño de los reactores o las plantas de procesamiento, no se sabía cuántos trabajadores de la construcción se necesitarían para construirlos. La planificación urbana se realizó asumiendo que la construcción requeriría entre 25.000 y 28.000 trabajadores, la mitad de los cuales vivirían en el campo, pero DuPont diseñó el campo para permitir la expansión. Esto resultó ser sensato; en última instancia, se necesitaría casi el doble de ese número de trabajadores, [69] y la capacidad de las comunidades circundantes para absorber trabajadores era limitada. [68] Se proporcionaron tres tipos de alojamiento en el campo: barracones, cabañas y estacionamiento para remolques. Los primeros trabajadores que llegaron vivieron en 125 tiendas piramidales del ejército de los EE. UU. con pisos y costados de madera mientras erigían los primeros barracones. Se erigieron dos tipos de barracones: barracones de dos alas para mujeres y barracones de cuatro alas para hombres. Las personas blancas y no blancas tenían barracones separados. La construcción comenzó el 6 de abril de 1943 y finalmente se erigieron 195 barracones, los últimos de los cuales se completaron el 27 de mayo de 1944. Había 110 para hombres blancos, 21 para hombres negros, 57 para mujeres blancas y 7 para mujeres negras. No todos se utilizaron para alojamiento, y un ala para mujeres blancas fue cedida al Cuerpo de Mujeres del Ejército . Los barracones podían albergar a 29.216 trabajadores. [70]

A medida que se iniciaba la construcción de las instalaciones, Groves liberó a los trabajadores de la construcción que trabajaban en los barracones mediante la compra de cabañas. [71] Se trataba de viviendas sencillas, prefabricadas, de madera contrachapada y Celotex, capaces de albergar de diez a veinte trabajadores cada una. Para calentarse, tenían una estufa de leña o carbón en cada unidad. En total, se compraron 820 cabañas dobles y 272 cabañas individuales a la empresa Pacific Huts de Seattle. Erigidas entre el 27 de febrero y el 15 de julio de 1944, albergaban a 7.120 hombres blancos y 2.714 hombres negros. Entre ellos, los barracones y las cabañas albergaban a 39.050 trabajadores. Muchos trabajadores tenían sus propios remolques, y llevaban a sus familias con ellos de un trabajo de construcción en tiempos de guerra al siguiente. Se establecieron siete campamentos de remolques, con 3.639 parcelas, de las cuales todas menos 45 estaban ocupadas durante el pico de las obras de construcción, y 12.008 personas vivían en ellas. [70]
Además de alojamiento, el campamento de Hanford contenía otros edificios e instalaciones. Los comedores y las salas de recreación eran operados por la Olympic Commissary Company bajo subcontrato con DuPont. Las tiendas de comestibles y ropa originales permanecieron en funcionamiento, y DuPont alquiló otras tiendas, cuyo número se expandió gradualmente con el tiempo, a operadores privados. El campamento de Hanford contenía dos garajes y estaciones de servicio, una lavandería, un banco, una oficina de correos y una estación de autobuses. Había un hospital, iglesias, una biblioteca y estaciones de policía y bomberos. [72] Antes de la llegada del Distrito Manhattan, la escuela tenía alrededor de 65 estudiantes. Cuando comenzó el período lectivo de otoño el 14 de septiembre de 1943, tenía 560 estudiantes y 18 profesores. En el año escolar 1943-1944 había 1.891 estudiantes y 38 profesores. La escuela cerró el 13 de febrero de 1945. [72]

También había un aeropuerto con una pista asfaltada de 30 pies (9,1 m) de ancho y 2000 pies (610 m) de largo. Cuando el campamento se expandió, el aeropuerto se trasladó a un nuevo sitio aproximadamente a 1 milla (1,6 km) al oeste de Hanford. El nuevo aeropuerto tenía dos pistas, una alineada de norte a sur y la otra de este a oeste. Ambas tenían 200 pies (61 m) de ancho, pero la pista de norte a sur tenía 4000 pies (1200 m) de largo y la de este a oeste solo 2400 pies (730 m) de largo. Esto permitió que el aeropuerto manejara aviones del Comando de Transporte Aéreo que transportaban envíos aéreos exprés. Los edificios del aeropuerto consistían en dos hangares y una caseta, y había bombas de combustible eléctricas. [73]
Con la finalización de la construcción en febrero de 1945, la población del campamento disminuyó rápidamente en tamaño. Las oficinas administrativas y de servicio se trasladaron a Richland . Por razones de seguridad, era deseable tener personal no operativo ubicado fuera del área restringida, por lo que se decidió demoler el campamento de construcción de Hanford, dejando solo un campamento residual para mil hombres en caso de que se requiriera una construcción de emergencia. La oficina del ingeniero de área retiró todo el equipo eléctrico y mecánico para su reutilización, pero gran parte era excedente para las necesidades de Hanford Engineer Works y se envió a otros sitios del Proyecto Manhattan o se eliminó. El contrato de demolición se adjudicó a Mohawk Wrecking and Lumber Company de Detroit , que presentó la oferta más baja de $ 103,005.30 (equivalente a $ 1,380,000 en 2023). La demolición comenzó en enero de 1946 y se esperaba que durara doce meses. Se empleó a un máximo de 363 trabajadores. Entre los artículos rescatados se encontraban 23.000.000 de pies tablares (54.000 m3 ) de madera, 157.000 pies (48.000 m) de duelas de madera y 9.000 pies (2.700 m) de tuberías de acero para agua, 55.000 pies (17.000 m) de tuberías de acero para vapor y 6.500.000 pies cuadrados (600.000 m2 ) de placas de yeso. [74] El coste total del campamento de construcción de Hanford hasta el 31 de diciembre de 1946 fue de 37.589.302 dólares (equivalente a 448.000.000 dólares en 2023). [75]
Tierra rica

Richland fue elegido como el sitio para el pueblo operativo. Los ingenieros del proyecto también consideraron Benton City, Washington . Era más adecuado, pero no era parte del área adquirida inicialmente, y por razones de seguridad era deseable tener el pueblo operativo dentro del área restringida. El Distrito de Manhattan podría haber adquirido el área, pero dada la oposición a la adquisición de tierras que ya estaba en curso, decidieron utilizar Richland, que ya estaba siendo adquirida. Richland se encontraba a unas 25 millas (40 km) de los sitios del reactor. El pueblo tenía una población de aproximadamente 250, pero estaba rodeado de pequeñas granjas, por lo que el sitio de 2500 acres (1000 ha) tenía una población de aproximadamente 600. [67] [76] Los ciudadanos de Richland tuvieron hasta el 15 de noviembre de 1943 para desalojar sus hogares. [77]
El plan preveía una aldea de 6.500 personas, ampliable hasta 7.500, basándose en el supuesto de que entre el 30 y el 40 por ciento de los empleados operativos vivirían en las comunidades circundantes. La incapacidad de esas comunidades para absorber los números pronto se hizo evidente, y en septiembre de 1943 el tamaño de Richland se fijó en 16.000. [78] DuPont sacó a licitación el contrato para construir la aldea, y el contrato se adjudicó al postor más bajo, G. Albin Pehrson , el 16 de marzo de 1943. Pehrson abrió una oficina en Pasco High School . Produjo una serie de diseños de casas estándar basados en las modas de diseño de casas de estilo Cape Cod y rancho de la época. Mientras que el campamento de construcción de Hanford tenía un diseño de cuadrícula, las áreas residenciales de Richland tenían calles curvas y callejones sin salida. [79] Los árboles de sombra y fruta existentes se conservaron siempre que fue posible. [80] A diferencia de Oak Ridge y Los Álamos , Richland no estaba rodeada por una cerca de alambre alta. Como la ciudad era abierta, Matthias le pidió a DuPont que se asegurara de que se mantuviera limpia y ordenada. [81]

Pehrson aceptó la necesidad de velocidad y eficiencia, pero su visión de una comunidad modelo de finales del siglo XX difería de la de Groves. Groves, por ejemplo, se oponía a que las tiendas tuvieran escaparates , ya que creía que fomentarían la compra compulsiva y las compras por compras ; quería que parecieran las bolsas de correo utilitarias de los puestos del ejército. En esto, y en muchas otras cosas, Pehrson finalmente se salió con la suya, porque DuPont era su cliente, no el ejército. El resultado fue un compromiso entre su visión y la de Groves, aunque más cercana a la primera que a la segunda. [79] Groves quería que las casas estuvieran agrupadas juntas, para que los residentes pudieran caminar hasta los servicios, pero Pehrson les dio lotes espaciosos, por lo que se requirieron automóviles y autobuses. [82]
La lista inicial de establecimientos comerciales incluía un centro comercial, pero sólo dos tiendas de alimentación, cada una con 10.000 pies cuadrados (930 m2 ) de espacio comercial. A medida que la ciudad crecía en tamaño, Pehrson pudo convencer a Groves de que permitiera más tiendas, pero en cada caso tuvo que proporcionar datos que demostraran que el establecimiento en cuestión era apropiado para un pueblo del tamaño de Richland. [83] El compromiso resultante perjudicaría a Richland durante muchos años con aceras, tiendas y comercios inadecuados, sin centro cívico y carreteras demasiado estrechas. [81]
Se esperaba que los establecimientos comerciales existentes pudieran reutilizarse, y se les permitió continuar operando después de la adquisición, pero se descubrió que la mayoría eran demasiado pequeños o estaban mal ubicados. Varios se reconvirtieron para otros usos. La mayoría de los nuevos establecimientos comerciales se completaron el 15 de febrero de 1945. [83] También se esperaba que las viviendas existentes pudieran reutilizarse, pero muchas estaban en mal estado y renovarlas habría costado más que construir casas nuevas. En febrero de 1945, solo 25 de las viviendas originales, conocidas como casas prefabricadas, todavía estaban en uso. [84]

Se añadieron al plan unas 1.800 casas prefabricadas. [84] La empresa responsable de su fabricación, Prefabricated Engineering, no tenía el equipo para transportarlas a Richland desde su planta en Toledo, Oregón , por lo que contrató a una empresa con sede en Chicago para que lo hiciera. El subcontratista entró en conflicto con las regulaciones de la época de guerra que exigían a la empresa contratar conductores locales, y con el sindicato International Brotherhood of Teamsters , que alegó problemas de seguridad. Matthias dispuso que las casas prefabricadas se entregaran por ferrocarril, lo que costaba más. Negoció un acuerdo con el sindicato en abril de 1944, pero la Oficina de Transporte de Defensa y la Comisión de Comercio Interestatal eran otro asunto, y Prefabricated Engineering se vio obligada a contratar a una empresa local más cara. [85] Cuando se ordenó la última de las casas prefabricadas en mayo de 1944, la mayoría de los sitios disponibles ya habían desaparecido y las casas prefabricadas se agruparon en el lado occidental de Richland. [84]
Contratar una empresa de mudanzas para enviar las pertenencias era difícil en tiempos de guerra, por lo que las viviendas, incluidas las casas prefabricadas, estaban dotadas de mobiliario básico, como un frigorífico, una cocina eléctrica y un sistema eléctrico de agua caliente. [84] Los ocupantes pagaban alquileres mensuales de 27,50 dólares (equivalentes a 430 dólares en 2023) a 80 dólares, dependiendo del tamaño y el tipo de casa. [86] Además de las casas, había ocho dormitorios para hombres y diecisiete para mujeres. Los primeros diecinueve construidos tenían habitaciones individuales y dobles, pero los últimos seis solo tenían habitaciones dobles. En ellos se podía alojar a hasta 1.000 personas. [87] Los residentes de los dormitorios pagaban entre 15,00 dólares (equivalentes a 234 dólares en 2023) y 22,50 dólares al mes. [86]
| Clase | 1 HAB | 2 habitaciones | 3 habitaciones | 4 habitaciones | Total |
|---|---|---|---|---|---|
| Prefabricado | 400 | 800 | 600 | - | 1.800 |
| $4,000 | - | 1.040 | 816 | - | 1.856 |
| $6,000 | - | - | 500 | - | 500 |
| $7,500 | - | - | 84 | 60 | 144 |
| Total | 400 | 1.840 | 2.000 | 60 | 4.300 |
Las asignaciones de vivienda se basaban en el rango del empleado. [88] En ese momento, las casas de tres habitaciones se consideraban un lujo, y Groves quería casas de dos habitaciones; pero DuPont argumentó que una cuarta parte de los empleados serían administradores o personal técnico, que justificaban casas más grandes. Groves estaba horrorizado ante la idea de agrupar casas de un cierto valor juntas, de modo que los empleados de un cierto rango vivieran en el mismo vecindario. Para Groves, esto era una afirmación abierta de la clase social en los Estados Unidos , pero DuPont se salió con la suya, y las mejores casas se construyeron en los lotes más deseables a lo largo de la ribera del río. [82]
La población de Richland aumentó espectacularmente una vez que el personal operativo comenzó a llegar en enero de 1944, alcanzando un pico de 17.000 a mediados de año cuando la construcción y la puesta en marcha se superpusieron. Luego disminuyó a 15.000 a fines de año cuando los trabajadores de la construcción se fueron. [89] Antes de la adquisición, Richland tenía una escuela primaria para 320 estudiantes y una escuela secundaria para 100 estudiantes. Se autorizó una escuela primaria adicional de 16 aulas el 16 de marzo de 1943, luego una tercera y una cuarta. La escuela secundaria original se utilizó en el año escolar 1943-1944, pero se consideró que era demasiado pequeña. Se autorizó una nueva en julio de 1943, y una ampliación en 1944. Las cuatro escuelas primarias y la escuela secundaria tenían instalaciones para 1.900 estudiantes. [84]
La electricidad se obtenía de la línea de 66 kilovoltios de la Pacific Power and Light Company. Se construyeron dos subestaciones de 5.000 kilovatios y una de 10.000 kilovatios. La parte central de Richland tenía farolas, pero en las zonas periféricas solo se proporcionaba iluminación en las intersecciones. Las calles estaban pavimentadas con macadán ligado con asfalto . Se construyó una planta de tratamiento de aguas residuales para manejar 900.000 galones estadounidenses (3.400.000 L) por día; su capacidad tuvo que duplicarse. El agua se extraía de pozos (en lugar de bombearla del río Columbia) y se alimentaba a un depósito de 1.000.000 galones estadounidenses (3.800.000 L). Cuando el nivel freático comenzó a bajar, los campos alrededor de Richland se inundaron con agua del sistema de riego para mantenerlo. [90] El costo total de la aldea de Richland hasta el 31 de diciembre de 1946 fue de $43,674,392 (equivalente a $520,000,000 en 2023). [75]
Personal

El Distrito de Manhattan y DuPont se pusieron a reclutar una fuerza laboral para la construcción con la ayuda del Servicio de Empleo de los Estados Unidos y la Comisión de Mano de Obra de Guerra . [91] DuPont anunció la búsqueda de trabajadores para un "proyecto de construcción de guerra" no especificado, ofreciendo una "atractiva escala de salarios". [92] Las tarifas diarias eran más altas que en otros lugares: en Hanford, los trabajadores no calificados ganaban un promedio de $8 por día (equivalente a $141 en 2023) cuando $3 a $4 era lo habitual en otras partes de la nación; los instaladores de tuberías y electricistas calificados ganaban $15 por día cuando $10 era lo normal. [93] Entre 1943 y 1946, los reclutadores entrevistaron a 262.040 personas y contrataron a 94.307 de ellas. [94] La Hanford Engineer Works tenía altos estándares. Los contratados como soldadores tenían que presentar registros laborales y referencias laborales que se remontaban a quince años atrás y luego pasar una prueba que eliminaba al 80 por ciento de los solicitantes. No se podían tolerar soldaduras defectuosas, ya que una vez que los reactores entraron en funcionamiento, sus 50.000 pies (15.000 m) de juntas soldadas se volvieron inaccesibles. [95]
La fuerza laboral de la construcción alcanzó un pico de 45.096 el 21 de junio de 1944. [96] Alrededor del 13 por ciento eran mujeres y el 16,45 por ciento no eran blancos. Los afroamericanos vivían en barrios segregados , tenían sus propios comedores y áreas de recreación, [97] y se les pagaba menos que a los trabajadores blancos. [98] Aunque DuPont aceptó contratar a algunos como trabajadores de la construcción, no tenía intención de contratarlos como personal operativo. Estos trabajadores eran todos blancos y la mayoría protestantes. [99]
No todos los 1.532 miembros del personal operativo habían trabajado antes para DuPont, pero la mayoría provenían de plantas de artillería de DuPont en Colorado, Illinois, Tennessee y Utah, donde la producción se había reducido o detenido durante 1943. [88] Algunos recibieron entrenamiento especial en Oak Ridge o en el Laboratorio Metalúrgico. [100] Más de la mitad tenían más de 38 años, y tres cuartas partes de los 3.705 hombres de entre 18 y 26 años en la fuerza laboral de la construcción fueron clasificados como 4-F por el Sistema de Servicio Selectivo , [101] y no estaban obligados a servir porque no cumplían con los estándares mínimos del Ejército. [102] El Distrito de Manhattan también hizo arreglos con las juntas de reclutamiento locales para exenciones para el personal clave. La Sección de Servicio Selectivo de la oficina del ingeniero del área manejó 14.701 solicitudes de exención y el 50 por ciento fueron aprobadas. Estas fueron enviadas a la junta de reclutamiento con una carta firmada por Matthias. [101]
.jpg/1280px-Group_Shot_(8474761680).jpg)
Reclutar trabajadores era un problema, pero retenerlos era otro. La rotación de personal era un asunto serio. Groves estaba lo suficientemente preocupado como para ordenar entrevistas de salida . Éstas revelaron que las principales causas de insatisfacción eran el sitio aislado, las malas condiciones de trabajo y la sensación de que el trabajo no era importante para el esfuerzo bélico, una consecuencia del secretismo que rodeaba al Proyecto Manhattan. Para compensar la escasez de trabajadores, Matthias instituyó una semana laboral de cinco días y medio y luego de seis días. Los trabajadores trabajaban diez horas al día. [97] Una campaña de ocho semanas redujo la tasa de absentismo del 9,8 por ciento en noviembre de 1943 al 5,3 por ciento en septiembre de 1944. [103]
Ciertas habilidades eran muy demandadas. Una de ellas era la instalación de tuberías ; los reactores requerían agua para enfriarse, y las plantas de separación química trasladaban materiales de una etapa a otra en tuberías. El trabajo tenía que ser de la más alta calidad, porque una vez que se introdujeran sustancias radiactivas, sería demasiado peligroso reparar las tuberías. [104] Se hicieron arreglos con la Asociación Internacional de Fontaneros y Instaladores de Tuberías para que si alguna sección podía poner a disposición veinte o más instaladores de tuberías para las Obras de Ingeniería de Hanford, el Comando de Transporte Aéreo los traería en avión desde su estado natal. [105] En agosto de 1944, el Distrito de Manhattan dispuso que 198 instaladores de tuberías cualificados fueran licenciados del Ejército para trabajar en el proyecto. Stimson especificó que fueran personal de servicio limitado no calificado para el servicio en el extranjero. Fueron transferidos a las reservas y contratados por el subcontratista de tuberías como civiles. El primero de ellos llegó a las Obras de Ingeniería de Hanford el 1 de septiembre de 1944. [105]

Después de un accidente en el que murieron siete trabajadores cuando un tanque que se estaba moviendo a su posición se cayó de una grúa, el sindicato solicitó representación local. Groves rechazó la solicitud, pero Matthias aceptó cobrar las cuotas sindicales en nombre del sindicato. Esto no impidió que los trabajadores hicieran huelga, y hubo una serie de huelgas salvajes y paros. [104] No obstante, el historial de relaciones laborales de Hanford Engineer Works era bueno. De las 126.265.662 horas-hombre trabajadas por la fuerza laboral de la construcción entre diciembre de 1943 y diciembre de 1946, 15.060 horas-hombre (0,011 por ciento) se perdieron debido a paros, y 205 de ellas fueron disputas con la gerencia; las otras 14.855 horas-hombre perdidas se debieron a disputas jurisdiccionales. [106]
En su apogeo en 1944, alrededor de 4.000 mujeres estaban empleadas en el HEW. La mayoría eran secretarias, oficinistas y trabajadoras del servicio de alimentos, o desempeñaban otras funciones de apoyo. [107] Había un pequeño destacamento del Cuerpo de Mujeres del Ejército, con 16 a 24 WAC, todas las cuales trabajaban en producción. [108] La mayoría de las mujeres eran jóvenes, atraídas al HEW por la promesa de un buen salario y un trabajo de guerra importante. [109] Groves se preocupó por la alta rotación y contrató a Buena Maris, la Decana de Mujeres en Oregon State College , como Supervisora de Actividades de Mujeres, con un salario de $ 4,000 por año (equivalente a $ 70,000 en 2023). Maris y Margaret Shaw eran las únicas mujeres en la alta gerencia, y Maris asistía a las reuniones semanales del personal superior. Maris contrató "madres de la casa" para cuidar de cada cuartel. Organizó autobuses nocturnos exclusivos para mujeres, colocó aceras de asfalto para evitar que la grava dañara los zapatos y convenció a una cadena de ropa femenina para que abriera una tienda en Pasco. Fundó una Cruz Roja y una tropa de scouts. Regresó a la Universidad Estatal de Oregón en septiembre de 1944. [110] [109]
Otra fuente de mano de obra eran los prisioneros. El Distrito de Manhattan hizo arreglos con Federal Prison Industries para que los cultivos fueran cosechados por prisioneros de la Penitenciaría de McNeil Island . [47] La mayoría eran objetores de conciencia . Se estableció un campamento especial para ellos con capacidad para 300, y durante la guerra casi siempre estaba lleno. Desmalezaban los campos, podaban los árboles, recogían la fruta, cosechaban los cultivos y mantenían las acequias de riego, las cercas y la propiedad agrícola. Los cultivos cosechados se usaban para complementar la dieta de la prisión, y los excedentes se vendían. Inicialmente cultivaban entre 1.300 y 1.500 acres (530 y 610 ha), [111] pero a partir de diciembre de 1944 DuPont redujo el área bajo cultivo debido a los peligros radiológicos, [112] y para octubre de 1946 se había reducido a 800 acres (320 ha). El número de prisioneros se redujo a 120, porque el fin de la guerra redujo el número de objetores de conciencia encarcelados y el uso de criminales empedernidos creó problemas de disciplina. [111]
Salud y seguridad
Las condiciones en la fábrica de ingenieros de Hanford eran indudablemente peligrosas: los trabajadores tenían que lidiar con altos voltajes, productos químicos tóxicos y sustancias radiactivas. No obstante, entre diciembre de 1943 y diciembre de 1946, la fuerza laboral no relacionada con la construcción trabajó 28.902.042 horas-hombre con 0,81 accidentes por millón de horas trabajadas, incluida una fatalidad, y una gravedad de 0,26, medida en días perdidos por cada mil horas trabajadas. Esta cifra estaba muy por debajo de las tasas de accidentes en la industria en ese momento. En 1946, la fábrica de ingenieros de Hanford ganó un premio por 144 días seguidos sin un accidente laboral que implicara pérdida de tiempo debido a lesiones; finalmente estuvo sin uno durante 235 días. [113] Stafford L. Warren , el jefe de la sección médica del Proyecto Manhattan, organizó un seguro médico para los trabajadores civiles, por el que pagaban 2,50 dólares al mes para los solteros o 5,00 dólares al mes para las familias. [114]
El programa médico de Hanford Engineer Works estaba dirigido por William Dagett Norwood. Consiguió los servicios de Herbert M. Parker , un físico del Laboratorio Metalúrgico, que se convirtió en el físico sanitario. Norwood supervisó la construcción del Hospital Kadlec , que contaba con personal civil, y se ocupó de un brote de meningitis entre los trabajadores de la construcción que provocó dos muertes. [115] Los trabajadores de las instalaciones de producción llevaban dosímetros con placa de película y dos pequeñas cámaras de ionización conocidas como "lápices". Los lápices se leían y sus resultados se registraban a diario; los dosímetros, una vez a la semana. Se tomaron muestras de orina para detectar isótopos radiactivos, en particular plutonio. Se detectó algo, hasta cantidades de 0,004 microcurios (0,15 kBq ). Entre enero y agosto de 1944, en la zona 200 [116], que contenía las instalaciones de procesamiento de plutonio, [117] se procesaron más de un millón de lápices y 170.000 dosímetros. [116]
Instalaciones
.jpg/1280px-HD.6B.437_(11324863236).jpg)
El diseño de diciembre de 1942 de Hanford Engineer Works preveía tres reactores y dos unidades de separación, con la opción de añadir otros tres reactores y una tercera unidad de separación. Los tres reactores se ubicarían cerca del río Columbia, en las inmediaciones de White Bluffs, en lo que se denominaba el área 100, en tres sitios designados 100-B, 100-D y 100-F. Cada uno de ellos estaba situado a 6 millas (9,7 km) de cualquier otra instalación. El área 200, 10 millas (16 km) al sur, constaba de tres sitios de separación: 200 W, 200 N y 200 E. Dos unidades de separación estaban situadas en 200-W, con aproximadamente 1 milla (1,6 km) de distancia entre ellas, y una en 200-E. Había otro sitio de producción, el área 300, al norte de Richland. [118]
Fabricación
La máxima prioridad para la construcción fue el Área de Fabricación y Pruebas de Metales (300), ya que contenía instalaciones sin las cuales las demás no podían operar. Sus 41 edificios permanentes y 19 instalaciones incluían aquellas para probar los materiales que se utilizarían en la construcción y las operaciones, y para fabricar los elementos de combustible de uranio utilizados por los reactores. Sin embargo, solo tres o cuatro de sus edificios eran necesarios con urgencia. Se encontraron considerables dificultades para cumplir con los plazos. El mayor problema fue que la función de Hanford Engineer Works era novedosa y había poca experiencia previa en la que basarse. Los planes estaban sujetos a cambios durante el proceso de construcción a medida que se aprendía más. Esto era especialmente cierto en el caso de las áreas de pruebas de laboratorio. [119] [120]

El uranio llegó a Hanford Engineer Works en forma de palanquillas aproximadamente 4+1 ⁄ 2 pulgadas (11 cm) de diámetro y 12 a 20 pulgadas (30 a 50 cm) de largo. En el Área de Fabricación y Pruebas de Metales (500) se calentaron a 1,700 °F (930 °C) en un horno con una atmósfera de gas argón inerte , y se extruyeron a través de una matriz por medio de una prensa hidráulica para formar varillas 1+Las barras tenían un diámetro de 3,8 cm y una longitud de unos 3,7 m. Luego se enfriaban en agua y se volvían a calentar en una atmósfera de argón para evitar la formación de bolsas de gas o compuestos de uranio e hidrógeno. Las barras se enderezaban y se mecanizaban con tornos hasta formar piezas, conocidas como "slugs", de 3,99 cm de diámetro y 20 cm de longitud. La carga inicial de los tres reactores requería más de 20.000 barras, y se necesitaban otras dos mil cada mes. [121]
El siguiente paso fue el que causó más problemas. El uranio tenía que ser protegido de la corrosión por el agua de refrigeración, y el agua de refrigeración de la contaminación por productos de fisión radiactivos. La sustancia ideal para enlatar tenía una alta resistencia a la corrosión por agua, una baja capacidad para absorber neutrones y era capaz de transmitir calor al agua de refrigeración. Esto redujo la elección de materiales al aluminio y la aleación de aluminio y silicio . El uranio es altamente reactivo con el agua, por lo que la lata tenía que ser hermética. También tenía que ser hermética para evitar que los productos de fisión gaseosos escaparan, y tenía que ser fuerte; una lata que explotara liberaría productos de fisión y podría atascar el reactor, detener el flujo de agua de refrigeración y forzar un apagado completo del reactor. [121]
DuPont investigó el problema en Hanford Engineering Works, mientras que el Laboratorio Metalúrgico lo estudiaba en Chicago. El uranio era tan reactivo que se producía oxidación sin importar la rapidez con la que se aplicara el proceso de enlatado. Se probaron varias técnicas sin éxito, ya que no se lograba obtener el ajuste exacto requerido. Se adjudicó un contrato para piezas sueltas en caso de que no se pudiera encontrar un proceso de enlatado, pero esto no fue necesario. Una noche, Raymond Grills de DuPont y su asistente Ed Smith intentaron realizar la operación de enlatado en un baño de soldadura fundida, que mantenía alejado el oxígeno. Descubrieron que esto creaba un calentamiento uniforme de la pieza y un ajuste perfecto de la lata de aluminio, aunque el calor fundía un agujero en ella. [122] Por lo tanto, la técnica implicaba recubrir por inmersión la pieza, primero en un baño fundido de aleación de cobre y estaño al 50-50, luego en uno de aleación de aluminio y silicio. La lata de aluminio se calentó y se limpió químicamente, y se colocó en una funda protectora de acero y luego en una prensa, a la que se le añadió una pequeña cantidad de aleación de aluminio y silicio fundido. A continuación, se presionó el trozo caliente y la tapa de aluminio dentro de la lata a temperatura elevada, desplazando la mayor parte de la aleación de aluminio y silicio fundido pero dejando suficiente para llenar los huecos. A continuación, se soldó la tapa a la lata con arco en una atmósfera de argón. [123]
La producción de lingotes comenzó en junio de 1944 y en septiembre se habían acumulado suficientes lingotes enlatados para comenzar a cargar el primer reactor. [124] En agosto de 1944, el proceso se mejoró reduciendo la temperatura de la aleación de cobre y estaño en 50 °F (28 °C). Esto elevó el número de lingotes enlatados aceptables de un pequeño porcentaje a más del 75 por ciento. En septiembre, las prensas hidráulicas se abandonaron en favor de un proceso en el que los lingotes, los recipientes y las tapas se ensamblaban manualmente en el baño de soldadura. Esto aumentó el número de lingotes enlatados aceptables a más del 90 por ciento. [125] Los lingotes enlatados se inspeccionaron visualmente para detectar deformaciones o defectos. Luego se sometieron a la prueba de congelación. Esto implicó limpiar el lingote con tetracloruro de carbono y rociarlo con una solución casi saturada de acenafteno para producir una película blanca suave en la superficie. Si había un defecto, el calor inducido era superior al punto de fusión de 203 °F (95 °C) del acenafteno y se fundía en el punto del defecto. Luego se probaron las babosas al exponerlas a vapor a 347 °F (175 °C) y 100 libras por pulgada cuadrada (690 kPa) durante cuarenta horas. Se encontró menos de una babosa defectuosa por cada 2000 probadas. A las que se encontró que estaban defectuosas se les disolvieron los recubrimientos utilizando una mezcla de sosa cáustica y nitrato de sodio , seguido de una inmersión en ácido fluorhídrico y un lavado final con ácido nítrico . [121] [126] [127]
Irradiación
.jpg/1280px-HD.4A.134_(10405869525).jpg)
Los trabajos de construcción de los reactores no pudieron comenzar hasta que el Departamento TNX de DuPont en Wilmington diera a conocer los planos, lo que no ocurrió hasta el 4 de octubre de 1943, pero los ingenieros sabían que iban a estar refrigerados por agua y funcionar a 250 MW. Por lo tanto, la construcción de las instalaciones de refrigeración por agua en el área 100-B comenzó el 27 de agosto. [128] Los reactores normalmente funcionarían a 65 °C (149 °F), muy por debajo del punto de ebullición del agua, tanto por seguridad como porque el aluminio se corroe a altas temperaturas. [129] [130] El noventa y cuatro por ciento del calor estaba en los slugs enlatados, y la mayor parte del resto en el moderador de grafito. [131]
Se estimó que cada reactor requeriría 30.000 galones estadounidenses por minuto (1.900 L/s) de agua de refrigeración y las tres áreas de separación requerirían otros 5.000 galones estadounidenses por minuto (320 L/s) entre ellas. Normalmente, esto sería suficiente para una ciudad de un millón de personas. Sin embargo, aunque el reactor pudiera apagarse en dos segundos y medio, seguiría generando aproximadamente una quinta parte del calor a plena potencia debido a la desintegración de los productos de fisión, que disminuiría lentamente. Por lo tanto, era vital que el flujo de agua no cesara. Por esta razón, se instalaron cuarenta bombas con una capacidad total de 355.000 galones estadounidenses por minuto (22.400 L/s). [129] [130] Si fallaba la energía, las bombas de vapor se activarían automáticamente y continuarían suministrando agua a plena capacidad durante el tiempo suficiente para permitir un apagado ordenado. [132]
Se consideró la posibilidad de utilizar agua subterránea, lo que ahorraría el coste de construcción de plantas de filtración, pero las pruebas indicaron que el suministro era insuficiente incluso para un solo reactor. Por lo tanto, el agua tuvo que extraerse del río Columbia. Se diseñaron tomas de agua para proteger a los peces. Se tuvieron que proporcionar instalaciones para eliminar las algas, los sólidos, los gases y los minerales disueltos del agua. En verano, el agua estaría demasiado caliente, por lo que se requería refrigeración. Para ahorrar tiempo, esto se omitió en el primer reactor que se construyó, el reactor B, que inicialmente funcionaría durante los meses de invierno, cuando el agua no requería refrigeración. [129] [130]
Se hizo circular helio a través de los reactores para proporcionar un refrigerante adicional que no absorbiera neutrones y un medio para reducir las diferencias de temperatura en partes del reactor. La humedad se eliminó del helio utilizando gel de sílice y las impurezas se eliminaron al pasarlo a través de un filtro de carbón. Ingresó al reactor a través de un conducto en el piso y pasó a través del reactor a través de un colector horizontal en la parte delantera, y finalmente se recogió a través de un colector horizontal en la parte trasera. [133]
.JPG/1280px-Front_Face_of_the_reactor_(full_view).JPG)
El 1 de febrero de 1944, una vez vertido el suelo de hormigón de 8,5 m de espesor del edificio del reactor, los trabajadores comenzaron a ensamblar el reactor en sí. Los trabajadores colocaron bloques de hierro fundido que formarían el escudo térmico y las 726 láminas de acero laminado y masonita , cada una de ellas con un peso de 10 toneladas cortas (9,1 t) que formarían el escudo biológico en la parte delantera (carga) y trasera (descarga). El acero absorbía los rayos gamma y proporcionaba resistencia estructural. La madera de la masonita, al ser rica en hidrógeno, absorbía los rayos gamma y los neutrones. El acero se presentaba en láminas de 1+El escudo biológico tenía unas paredes de 4,8 cm de espesor y una masonita de 0,32 cm de espesor. Cada pared contenía 66 cm de acero y 61 cm de masonita. El escudo biológico utilizaba 18 000 t de acero y 710 000 m2 de masonita. El escudo térmico también absorbía la radiación, pero su principal finalidad era evitar que el frente de hormigón se desintegrara bajo el bombardeo de neutrones. Estaba formado por 15 000 bloques de hierro fundido de 25 cm y se colocaba entre el grafito y el escudo biológico. [128] [134] [135]
Luego se colocó la base de hierro fundido . Esta se soldó a las secciones similares frontal, posterior y laterales para encerrar completamente el reactor y hacerlo hermético. Las caras superior, inferior, frontal y posterior tenían 10 pulgadas (25 cm) de espesor, y las de los lados tenían 8 pulgadas (20 cm) de espesor. Las caras frontal y posterior contenían 2004 agujeros para los tubos de aluminio. [128] [134] [135] En el diseño original del Laboratorio Metalúrgico había 1.500 tubos dispuestos en un círculo en el medio de las caras. George Graves de DuPont alteró esto para rellenar las esquinas, así como un factor de seguridad , lo que dio como resultado 2.004 agujeros. [136] [137] Había 29 agujeros en la parte superior para las barras de control verticales y nueve en los lados para las barras de control horizontales. Las caras frontal y de descarga también contenían 208 agujeros para las tuberías de agua de refrigeración. Un elevador en la parte delantera sostenía una máquina para colocar las cargas. El escudo térmico tenía tolerancias estrictas: la base tenía que ser mecanizada con una precisión de 0,008 pulgadas (0,20 mm) y tener una planitud después de la inyección en el hormigón de ±0,005 pulgadas (0,13 mm). La base se completó el 19 de mayo. [128] [134] [135]
Luego llegó el grafito, que llegaba del fabricante en bloques de 10 a 40 pulgadas (25 a 102 cm) de largo con un diámetro de 4+Sección transversal cuadrada de 10,6 cm ( 3 ⁄ 16 pulgadas). Basándose en la experiencia con el reactor de grafito X-10 en Clinton Engineer Works, los bloques se terminaron en el lugar. Para ello se utilizó un proceso de cadena de montaje. Cada bloque se limpió y numeró cuidadosamente. Se hizo hincapié en la precisión y la limpieza; los trabajadores llevaban uniformes especiales y colocaban los bloques de grafito con las manos enguantadas. Se aspiró cada capa para eliminar la suciedad y el polvo. El último bloque se colocó el 11 de junio y se instaló el escudo superior. [128] [135] El resultado fue una masa de grafito de 11 m (36 pies) de ancho, 11 m (36 pies) de alto y 7,3 m (24 pies) de adelante hacia atrás. [133] Los reactores no contenían partes móviles; los únicos sonidos eran los de las bombas. [138]
Compton, Fermi, Greenewalt, Matthias, Williams y personal de Wilmington y del Laboratorio Metalúrgico estuvieron presentes para la puesta en marcha del reactor B el 13 de septiembre de 1944. Ese día, el Departamento de Operaciones aceptó la responsabilidad del área 100-B del Departamento de Construcción, incluyendo algunos trabajos menores que estaban sin terminar. Fermi insertó el primer bloque a las 17:43. Una reacción en cadena comenzó sin agua de refrigeración en el reactor (crítico seco) a las 02:30 del 15 de septiembre con 400 tubos cargados. Con agua fluyendo a través de las tuberías, se alcanzó el crítico húmedo a las 17:30 del 18 de septiembre, con 834 tubos cargados. Las operaciones de producción comenzaron en modo de baja potencia a las 22:48 del 26 de septiembre. La potencia se aumentó a 9 megavatios, pero después de una hora los operadores notaron que la potencia había comenzado a disminuir y a las 18:30 del 27 de septiembre el reactor se había apagado por completo. A la mañana siguiente el reactor se puso en marcha de repente, pero se apagó de nuevo cuando se aumentó el nivel de potencia. [139] [140] [141]
Se investigó la posibilidad de que hubiera una fuga de refrigerante o un contaminante en el agua, pero no se encontró ninguna prueba. Entonces se sospechó que se estaba generando un veneno neutrónico desconocido como producto de fisión. Compton pidió a Walter Zinn que buscara pruebas en el reactor Chicago Pile-3 en Argonne y a Richard L. Doan que investigara con el reactor de grafito X-10 en Clinton Engineer Works. [142] Doan no pudo encontrar nada, pero Zinn hizo funcionar el Chicago Pile-3 a máxima potencia durante doce horas y detectó el mismo patrón de desintegración y captura de neutrones que en Hanford. Informó que "no cabe duda de que el producto de envenenamiento de alta sección transversal es el xenón-135 ". [143]
Fermi y Greenewalt determinaron de forma independiente que el xenón-135 era el culpable. Aunque sus propiedades de absorción de neutrones (70 veces mayores que las de cualquier isótopo conocido anteriormente) resultaron una sorpresa, se había considerado la posibilidad de que se hubiera creado un veneno neutrónico. Se calculó que el reactor podría funcionar a 14 megavatios con 1.000 tubos cargados, 94 megavatios con 1.600 tubos y 216 megavatios con 2.004 tubos. Esto demostró el beneficio de los tubos adicionales. También ayudó el hecho de que el reactor tuviera nueve barras de control en lugar de solo tres, lo que permitió un apagado ordenado con el combustible adicional. [144] [140] [141]
El tiempo que se necesitaba para irradiar un tubo dependía de la potencia a la que funcionaba el reactor y de la posición del tubo dentro del reactor; los que estaban en el centro del reactor estaban expuestos a un flujo de neutrones mayor y requerían menos tiempo. Cada cuatro a seis semanas, se descargaba aproximadamente una cuarta parte de los tubos a la vez. A medida que los operadores adquirían experiencia, la tasa de descarga aumentó de 10 a 50 tubos por turno de ocho horas. [145]
Separación
La siguiente fase del proceso de producción consistía en separar el plutonio de los residuos irradiados del uranio y los productos de fisión. Cada planta de separación incluía un edificio de ventilación para la eliminación de gases radiactivos y un área de almacenamiento de residuos para desechos sólidos y líquidos. El plan original preveía ocho plantas de separación, pero como resultado de la experiencia adquirida en la planta piloto de Clinton Engineer Works, el número se redujo a cuatro y luego, en el verano de 1944, a tres: las plantas T y U en 200-W y la planta B en 200-E. [146] [147]
.jpg/1280px-HD.4A.132_(10405868435).jpg)
Se dio prioridad a las instalaciones de las áreas 300 y 100, ya que se necesitaban primero y no había suficiente mano de obra calificada para trabajar en todas las áreas simultáneamente. Se trabajó poco en las áreas 200 hasta enero de 1944. Aunque la construcción comenzó el 26 de junio de 1943, el trabajo en 200-W solo estaba completado en un tres por ciento a fines de año. La construcción del edificio de separación, 221-T, también se vio afectada por demoras en la entrega de equipos críticos como tuberías de acero inoxidable y la grúa de 10 toneladas. También hubo algunos cambios de diseño de último momento. El ritmo se aceleró a mediados de 1944 y 100-W se completó en diciembre. El 2 de agosto de 1943 se inició la construcción en la zona 100-E, pero a finales de abril de 1944 solo se había completado el seis por ciento de las obras, que se completaron en febrero de 1945. El 17 de noviembre de 1943 se inició la construcción en la zona 200-N, que se completó en noviembre de 1944. [148] La planta T comenzó a procesar lingotes irradiados el 26 de diciembre de 1944; la planta B le siguió el 13 de abril de 1945. La planta U nunca lo hizo y se utilizó como centro de entrenamiento. [149]
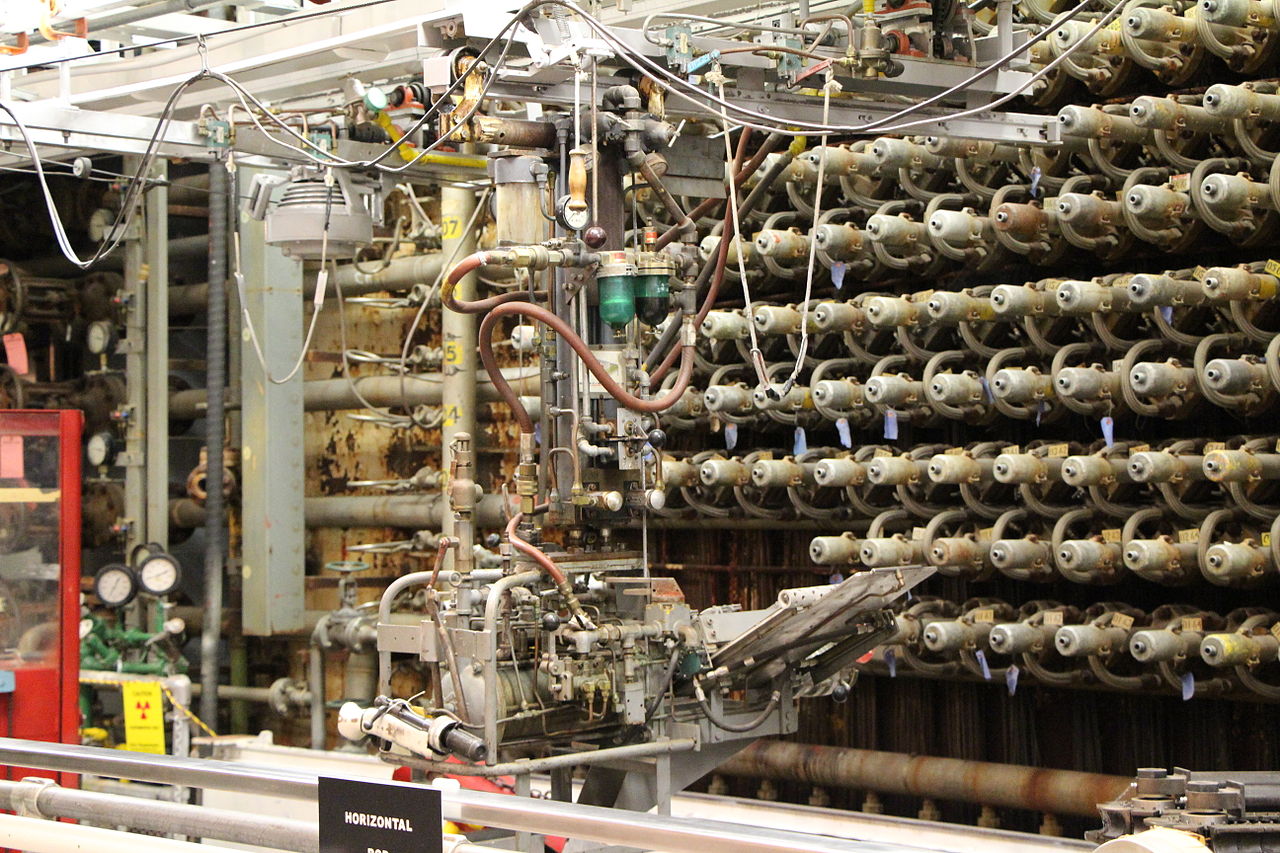
La cantidad de plutonio en cada lingote enlatado dependía del tiempo que permanecía en el reactor, de la posición en el reactor y del nivel de potencia del reactor. Se registraba y rastreaba el historial de cada uno de los 70.000 lingotes de cada reactor con una máquina de fichas automática. Los tubos podían descargarse selectivamente. La descarga se efectuaba simultáneamente con la recarga: a medida que se insertaban nuevos lingotes en el tubo, los irradiados caían por el lado de descarga sobre un colchón de neopreno y luego rodaban hacia el depósito de almacenamiento de descarga lleno de agua. El agua era lo suficientemente profunda como para proteger el área de trabajo de encima de la radiación. Los lingotes se clasificaban manualmente con pinzas largas y se colocaban en cubos suspendidos de un sistema de monorraíl elevado. Los cubos se pesaban, se colocaban en barriles refrigerados por agua revestidos de plomo y se transportaban al área de almacenamiento de retardo (200-N) en un vagón de ferrocarril especial operado por control remoto. [150] Cada vagón cisterna transportaba dos barriles. [151] Allí se almacenaban bajo el agua para permitir que los productos de fisión, de corta duración pero altamente radiactivos, se desintegraran. [146]
.jpg/1280px-HD.12B.001_(11823724886).jpg)
Los edificios de separación eran estructuras de hormigón macizas sin ventanas, de 240 m de largo, 24 m de alto y 20 m de ancho, con paredes de hormigón de entre 0,91 y 1,52 m de espesor. En el interior, los edificios eran cañones y galerías. Las galerías contenían tuberías y equipos. Los cañones se dividían en 22 secciones en la planta T y 20 en la planta B. Cada sección contenía dos celdas de hormigón. Las secciones tenían 12 m de largo, excepto las secciones 1, 2 y 20, que tenían 13 m de largo. La mayoría de las celdas tenían 4,6 m de lado y 6,1 m de profundidad, y estaban separadas entre sí por bloques de hormigón de 1,8 m de espesor. [146] [149]
Los objetos podían trasladarse con una grúa aérea de 18 metros de largo . Una vez que los cañones comenzaran a procesar los residuos irradiados, la maquinaria se volvería tan radiactiva que no sería seguro para los humanos entrar en contacto con ella. Los ingenieros tuvieron que idear métodos que permitieran reemplazar cualquier componente por control remoto. Se les ocurrió un concepto de celda modular, que permitía que un operador sentado en una grúa aérea fuertemente blindada pudiera retirar y reemplazar los componentes principales. [152]
Los periscopios y los circuitos cerrados de televisión permitían al operador de la grúa ver mejor el proceso. Se descubrió que la radiación ennegrecía las lentes de vidrio de los periscopios, por lo que se utilizaron en su lugar unos de plástico. Los operadores generalmente preferían los periscopios, diseñados por el Laboratorio Metalúrgico y DuPont en Chicago y construidos por DuPont en Wilmington, a los circuitos cerrados de televisión, ya que la calidad de imagen de estos últimos era deficiente. Raymond Genereaux, el gerente de las plantas de separación, hizo que los operadores ensamblaran todo el equipo en el interior por control remoto como si la zona ya fuera radiactiva. [152]

Una serie de pasos de procesamiento químico separaron el plutonio del uranio restante y de los productos de desecho de la fisión. Los residuos se vertieron en un disolvedor, se cubrieron con una solución de nitrato de sodio y se llevaron a ebullición, seguido de una adición lenta de hidróxido de sodio . Después de eliminar los desechos y lavar los residuos, se utilizó ácido nítrico para disolverlos. Se añadieron nitrato de bismuto y ácido fosfórico , produciendo fosfato de bismuto, que se precipitó arrastrando el plutonio con él. El precipitado se retiró de la solución con una centrífuga y el líquido se descargó como desecho. Esto redujo la radiación gamma en un 90 por ciento. El precipitado se colocó en otro tanque y se disolvió en ácido nítrico. Se añadió bismutato de sodio o permanganato de potasio para oxidar el plutonio. El fosfato de bismuto se precipitó y el plutonio quedó en solución. Este paso se repitió a continuación. [153]
La solución que contenía plutonio ahora tenía 100.000 de la radiación gamma original. Se transfirió de los edificios 221 a los edificios 224 de Reducción en Masa a través de tuberías subterráneas. Se trataba de estructuras de hormigón de tres pisos y 12 m de alto ubicadas a 46 m de la parte trasera de los edificios 221. Se añadió ácido fosfórico y se precipitó y eliminó el fosfato de bismuto. En el paso de "cruce", se utilizó un proceso de fluoruro de lantano . Se añadieron sales de lantano y fluoruro de hidrógeno y se precipitó el fluoruro de lantano, dejando el plutonio en solución. Esto eliminó los lantánidos que el proceso de fosfato de bismuto no pudo eliminar. Luego se repitió el proceso. Esta vez se añadió hidróxido de potasio para metatizar la solución. El líquido se eliminó con una centrífuga y el sólido se disolvió en ácido nítrico para formar nitrato de plutonio. En este punto, un lote de 330 galones estadounidenses (1200 L) enviado al edificio 224-T se habría concentrado a 8 galones estadounidenses (30 L). El paso final se llevó a cabo en el edificio de aislamiento 231-Z, donde se añadieron peróxido de hidrógeno, sulfatos y nitrato de amonio a la solución y se precipitó el plutonio. Se disolvió en ácido nítrico y se colocó en bidones de transporte, que se hirvieron en aire caliente para producir una pasta de nitrato de plutonio. [154]
Los desechos radiactivos del proceso de separación química se depositaron en parques de tanques compuestos por 64 tanques de desechos subterráneos de una sola cubierta (241-B, 241-C, 241-T y 241-U). [155]
Operaciones
El 19 de julio de 1944, Charles A. Thomas informó a Williams y Greenewalt que Robert Oppenheimer , el director del Laboratorio de Los Álamos del Proyecto Manhattan , había perdido toda esperanza de conseguir que funcionara el arma nuclear de tipo cañón Thin Man . [156] Los Álamos había descubierto que el plutonio generado en reactores contenía una cantidad inaceptablemente alta del isótopo plutonio-240 , que tenía una tasa de fisión espontánea mucho mayor que el plutonio-239 . Un cañón no podía disparar una bala de plutonio lo suficientemente rápido como para evitar la predetonación , y las perspectivas de separar los isótopos parecían escasas. [157] El Laboratorio de Los Álamos ahora se iba a concentrar en el desarrollo del arma nuclear de tipo implosión Fat Man . [156]
Se programó una reunión con Groves y James B. Conant en Washington, DC, para el 21 de julio. En ese momento, el reactor B estaba casi completo, pero el reactor D llevaba varios meses de retraso y el reactor F ni siquiera estaba completo en una cuarta parte. Si el Laboratorio de Los Álamos era capaz de diseñar y construir un arma de implosión funcional en tan solo unos meses, entonces cada bomba requeriría solo unos pocos kilogramos de plutonio y tal vez no sería necesario el reactor F. Si no, entonces no habría necesidad de ninguno de los reactores. Groves y Conant no estaban convencidos de que las cifras que tenían fueran lo suficientemente confiables como para tomar una medida tan drástica como cancelar el reactor F, y sugirieron que Williams y Greenewalt discutieran el tema con Fermi cuando regresaran a Hanford. Lo hicieron, y Fermi confirmó que un arma de tipo implosión de hecho requeriría mucho menos plutonio. [156] En el caso, el Hombre Gordo realmente utilizó 6,2 kilogramos de plutonio. [158]
| Reactor | La carga ha comenzado | Carga completada | En funcionamiento | A pleno poder |
|---|---|---|---|---|
| B | 13 de septiembre de 1944 | 28 de diciembre de 1944 | 26 de septiembre de 1944 | 4 de febrero de 1945 |
| D | 5 de diciembre de 1944 | 10 de diciembre de 1944 | 17 de diciembre de 1944 | 11 de febrero de 1945 |
| F | 15 de febrero de 1945 | 19 de febrero de 1945 | 25 de febrero de 1945 | 8 de marzo de 1945 |
El primer lote de plutonio se refinó en la planta 221-T entre el 26 de diciembre de 1944 y el 2 de febrero de 1945. Los lotes de nitrato de plutonio se enviaron en un pequeño camión en veinte contenedores de metal dentro de cajas de madera, escoltados por dos coches patrulla. Matthias lo envió personalmente por tren desde Portland a Los Ángeles, donde lo entregó en mano a un mensajero de Los Álamos. Eligió enviarlo por carretera porque consideró que el avión era demasiado arriesgado y el ferrocarril demasiado lento. [160] [161] [162] Para el 28 de marzo, los tres reactores estaban funcionando a plena potencia, 250 megavatios, por primera vez, [163] y para abril, los trenes que contenían cargamentos de plutonio en kilogramos se dirigían a Los Álamos cada cinco días. Los convoyes de carretera reemplazaron a los trenes y a fines de julio los envíos comenzaron a enviarse por aire desde el aeropuerto de Hanford. [160] El plutonio enviado a Los Álamos tenía una pureza de al menos el 98 por ciento. [164] La única queja de Los Álamos fue la presencia de fibras de sílice que quedaron del proceso de filtración; estas se redujeron a medida que se refinó el proceso de producción y se requirieron menos filtraciones. [162]
El 10 de marzo de 1945, una bomba japonesa impactó en una línea de alta tensión que discurría entre Grand Coulee y Bonneville, lo que provocó una sobrecarga en las líneas que conducían a los reactores. Se inició automáticamente una parada de emergencia y los dispositivos de seguridad apagaron los reactores. La bomba no explotó y la línea de transmisión no sufrió daños graves. [165] [166] La Hanford Engineer Works fue la única instalación nuclear estadounidense que sufrió un ataque enemigo. [167]
A petición de Oppenheimer, la fábrica de ingenieros de Hanford también produjo polonio-210 . Greenewalt protestó por el desvío de la capacidad de producción de plutonio a Compton, pero fue en vano; el polonio era necesario para los iniciadores de neutrones del Fat Man , y concentrar toda la producción en el reactor de grafito X-10 en Oak Ridge pondría en peligro todo el esfuerzo si ocurría un percance allí. El 1 de mayo, cuatro tubos del reactor D se cargaron con 264 lingotes que contenían bismuto . Los lingotes de bismuto irradiados se enviaron a Los Álamos para su procesamiento. [168] Después de junio de 1945, el bismuto irradiado en Hanford se envió al Proyecto Dayton en Dayton, Ohio, para la extracción de polonio a granel. [169]
En junio y principios de julio hubo una intensa presión para producir más plutonio para la prueba Trinity del 16 de julio de 1945, y a finales de julio para su uso operativo. Se llevaron a cabo experimentos para aumentar el tamaño del lote. Esto era peligroso, ya que no se sabía cuánto líquido con plutonio se podía manejar de forma segura sin el riesgo de un accidente de criticidad . Se realizaron cambios en los procedimientos en julio y agosto para minimizar el riesgo. La duración del período de enfriamiento se redujo a menos de treinta días, y posiblemente a tan solo quince días. [163]
De la posguerra

Durante toda la guerra, el Proyecto Manhattan mantuvo una clasificación de alto secreto. Hasta que llegaron las noticias del bombardeo atómico de Hiroshima , menos del uno por ciento de los trabajadores de Hanford sabían que estaban trabajando en un proyecto de armas nucleares. [170] Groves señaló que "nos aseguramos de que cada miembro del proyecto comprendiera a fondo su parte en el esfuerzo total; eso, y nada más". [171] Las palabras "uranio" y "plutonio" estaban prohibidas; el primero era "metal base" y el segundo "producto". Los carteles y las caricaturas que presentaban a "Security Jane" y "Corporal Paddy" exhortaban a los trabajadores a evitar hablar sobre el trabajo que realizaban. [172]
La existencia y el propósito de Hanford se revelaron públicamente a través de comunicados de prensa el 7 y el 9 de agosto de 1945, después del bombardeo de Hiroshima el 6 de agosto, pero antes de que el plutonio de Hanford en una bomba Fat Man se utilizara en el bombardeo de Nagasaki el 9 de agosto. [173] Más detalles llegaron con la publicación del Informe Smyth el 12 de agosto de 1945. El público en general ahora estaba informado sobre Hanford, aunque el informe no reveló muchos de los secretos de Hanford. [174] Groves presentó a Hanford Engineer Works el Premio "E" del Ejército y la Marina el 20 de octubre de 1945. [175] [176] Organizó que los senadores Hugh Mitchell , Homer S. Ferguson y Harley M. Kilgore recibieran una visita guiada a Hanford Engineer Works. Fueron los primeros civiles no directamente relacionados con el Proyecto Manhattan en ingresar a un edificio de procesos. [177]
Matthias fue sucedido como ingeniero de área por el coronel Frederick J. Clarke en enero de 1946. [178] [179] DuPont pronto se iría también. El contrato original del Distrito de Manhattan con DuPont era por la duración de la guerra más seis meses después. Un acuerdo complementario extendió esto hasta el 30 de junio de 1946, con una opción de extensión por un año más, que Groves ejerció. Groves intentó negociar una extensión a largo plazo, pero Carpenter se negó. Aceptó permanecer hasta el 31 de octubre de 1946, pero insistió en que DuPont se marcharía en ese momento. El 11 de marzo de 1946, [180] [181] Groves informó a Patterson, quien había sucedido a Stimson como Secretario de Guerra el 21 de septiembre de 1945, [182] que DuPont tendría que ser reemplazado. [180] Debido a que DuPont se fue antes de que venciera el plazo del contrato, el gobierno pidió que se le devolvieran 33 centavos del dólar pagado. [183]
Las posibles compañías que reemplazaron a DuPont fueron General Electric (GE) y Westinghouse Electric Corporation . Kenneth Nichols prefería GE por tener más capacidades químicas que Westinghouse, pero Groves pensó que GE sería demasiado cara y quería apoyo para un laboratorio nuclear adyacente a su centro de investigación en Schenectady, Nueva York . [184] El presidente de GE, Charles Wilson , se mostró inicialmente reacio, pero el 28 de mayo de 1946 aceptó la asignación. [185] El contrato estipulaba que GE operaría Hanford Engineer Works, diseñaría y construiría alteraciones y ampliaciones, y realizaría investigación y desarrollo relacionados con el trabajo en Hanford. Permitió a GE retirarse unilateralmente si la legislación ante el Congreso para crear la Comisión de Energía Atómica no era de su agrado, y preveía el establecimiento del Laboratorio de Energía Atómica de Knolls , un nuevo laboratorio propiedad del gobierno donde GE realizaría investigación y desarrollo. GE se hizo cargo de las operaciones en Hanford el 1 de septiembre de 1946 y aceptó el control formal el 30 de septiembre. [180] [181]
El 31 de diciembre de 1946, el Proyecto Manhattan finalizó y el control del sitio de Hanford pasó a la Comisión de Energía Atómica. [186] El costo total de Hanford Engineer Works hasta ese momento fue de $348,101,240 (equivalente a $4,150,000,000 en 2023). [75] El proyecto había construido 386 millas (621 km) de carreteras, 158 millas (254 km) de ferrocarril y cuatro subestaciones eléctricas, con más de 50 millas (80 km) de líneas de transmisión, y 780,000 yardas cúbicas (600,000 m 3 ) de hormigón y 40,000 toneladas cortas (36,000 t) de acero estructural se utilizaron para su construcción. [187]
Durante la Guerra Fría , las instalaciones del Sitio Hanford se ampliaron para incluir nueve reactores nucleares y cinco grandes complejos de procesamiento de plutonio que produjeron plutonio para la mayoría de las más de 60.000 armas construidas para el arsenal nuclear estadounidense. Después de que se produjo suficiente plutonio, los reactores de producción se cerraron entre 1964 y 1971. [188] [189] En 2000, grandes porciones del sitio original fueron entregadas al Monumento Nacional Hanford Reach . [190] El Reactor B fue incluido en el Registro Nacional de Lugares Históricos en 1992. [191] Fue designado Monumento Histórico Nacional por el Servicio de Parques Nacionales en 2008, [192] [193] y se convirtió en parte del Parque Histórico Nacional del Proyecto Manhattan junto con otros sitios en Oak Ridge y Los Álamos en 2015. [194] El Departamento de Energía de los Estados Unidos ofrece visitas guiadas gratuitas al sitio. [195]
Notas
- ^ Hewlett & Anderson 1962, págs. 89–91.
- ^ "Plutonio". Parque Histórico Nacional del Proyecto Manhattan (Servicio de Parques Nacionales de EE. UU.). Archivado desde el original el 26 de noviembre de 2023. Consultado el 26 de noviembre de 2023 .
- ^ Distrito de Manhattan 1947a, pág. 1.1.
- ^ Jones 1985, pág. 77.
- ^ desde Groves 1983, págs. 42–44.
- ^ Hewlett y Anderson 1962, pág. 105.
- ^ Jones 1985, pág. 97.
- ^ desde Hewlett & Anderson 1962, págs. 106-107.
- ^ Nichols 1987, pág. 62.
- ^ Groves 1983, págs. 46–49.
- ^ Hounshell y Smith 1988, pág. 339.
- ^ Groves 1983, págs. 58-59.
- ^ Groves 1983, págs. 68–70.
- ^ Matthias, Franklin (1986). "Colonel Franklin Matthias's Interview" (Entrevista). Entrevista realizada por Sanger, SL San Francisco: Manhattan Project Voices. Archivado desde el original el 31 de marzo de 2024. Consultado el 12 de octubre de 2022 .
- ^ Groves 1983, págs. 69–71.
- ^ Groves 1983, págs. 70–71.
- ^ Groves 1983, págs. 70–74.
- ^ Church, Gilbert (1965). "Gilbert Church's Interview" (Entrevista). Entrevista realizada por Groueff, Stephane . Wilmington, Delaware: Manhattan Project Voices. Archivado desde el original el 31 de marzo de 2024. Consultado el 7 de octubre de 2022 .
- ^ Distrito de Manhattan 1947c, págs. 2.4–2.6.
- ^ desde Thayer 1996, pág. 26.
- ^ Harvey 1990, pág. 3.
- ^ Gerber 1992, pág. 6.
- ^ Gerber 2002, pág. 146.
- ^ desde Groves 1983, págs. 74-75.
- ^ Jones 1985, pág. 110.
- ^ "Proyecto Manhattan: DuPont y Hanford, Hanford Engineer Works, 1942". OSTI. Archivado desde el original el 7 de octubre de 2022. Consultado el 22 de octubre de 2022 .
- ^ Jones 1985, pág. 223.
- ^ Groves 1983, págs. 73–74.
- ^ Jones 1985, pág. 281.
- ^ Thayer 1996, pág. 25.
- ^ Johnston 2011, pág. 556.
- ^ Jones 1985, págs. 198-199.
- ^ Groves 1983, pág. 79.
- ^ ab Distrito de Manhattan 1947d, pág. 4.1.
- ^ "Second War Powers Act 56 Stat. 176 (1942)". Gobierno de Estados Unidos. Archivado desde el original el 9 de octubre de 2022. Consultado el 10 de octubre de 2022 .
- ^ Olson 2020, págs. 64–66.
- ^ Programa de Recursos Culturales de Hanford 2002, pág. 1.15.
- ^ Jones 1985, pág. 332.
- ^ Distrito de Manhattan 1947x, pág. 4.
- ^ Distrito de Manhattan 1947d, págs. 3.1–3.3.
- ^ Distrito de Manhattan 1947d, págs. 4.1–4.2.
- ^ Jones 1985, págs. 331–332.
- ^ Jones 1985, pág. 334.
- ^ Hales 1997, págs. 61–63.
- ^ abc Groves 1983, págs. 76–77.
- ^ ab Manhattan District 1947d, págs. 4.12–4.13, 4.20–4.21.
- ^ ab Manhattan District 1947d, págs. 4.25–4.26.
- ^ Distrito de Manhattan 1947d, págs. 4.22–4.23.
- ^ Hales 1997, pág. 67.
- ^ Distrito de Manhattan 1947d, pág. 3.1.
- ^ desde Jones 1985, págs. 335–336.
- ^Ab Jones 1985, pág. 337.
- ^ Wellerstein 2021, pág. 78.
- ^ Wellerstein 2021, pág. 79.
- ^ ab Distrito de Manhattan 1947d, págs. 5.1–5.2.
- ^ desde Jones 1985, págs. 337–338.
- ^ Distrito de Manhattan 1947d, págs. 4.19–4.20.
- ^Ab Jones 1985, págs. 338–341.
- ^ Distrito de Manhattan 1947d, pág. 5.3.
- ^ Distrito de Manhattan 1947d, pág. 7.1.
- ^ Olson 2020, págs. 63–70.
- ^ "Programa tribal del Departamento de Energía: El programa tribal del DOE en Hanford". Sitio de Hanford. Archivado desde el original el 21 de abril de 2014. Consultado el 20 de abril de 2014 .
- ^ Brown 2013, págs. 33–36.
- ^ Programa de Recursos Culturales de Hanford 2002, págs. 1.12–1.13.
- ^ Findlay y Hevly 1995, págs. 11-12.
- ^ Hales 1997, págs. 93–95.
- ^ abc Jones 1985, págs. 450–451.
- ^ abc Manhattan District 1947e, págs. 5.1–5.3.
- ^ Jones 1985, págs. 452–453.
- ^ ab Manhattan District 1947e, págs. 5.6–5.10.
- ^ Jones 1985, pág. 455.
- ^ ab Manhattan District 1947e, págs. 5.12–5.14.
- ^ Distrito de Manhattan 1947e, págs. 5.37–5.38.
- ^ Distrito de Manhattan 1947f, págs. 15.12–15.3.
- ^ abc Distrito de Manhattan 1947e, págs. 11.4, B56.
- ^ Distrito de Manhattan 1947c, págs. 8.1–8.3.
- ^ Findlay y Hevly 1995, pág. 12.
- ^ Distrito de Manhattan 1947c, págs. 8.1–8.4.
- ^ desde Hales 1997, págs. 95–99.
- ^ Jones 1985, pág. 460.
- ^ desde Findlay y Hevly 1995, págs. 36-39.
- ^Ab Brown 2013, págs. 39–40.
- ^ ab Distrito de Manhattan 1947c, págs. 8.10–8.13.
- ^ abcdef Distrito de Manhattan 1947c, págs. 8.7–8.8.
- ^ Jones 1985, pág. 459.
- ^Ab Jones 1985, pág. 463.
- ^ Distrito de Manhattan 1947c, págs. 8.9–8.10.
- ^ desde Findlay y Hevly 1995, págs. 40-41.
- ^ Findlay y Hevly 1995, pág. 40.
- ^ Distrito de Manhattan 1947c, págs. 8.23–8.27.
- ^ Findlay y Hevly 1995, págs. 16-18.
- ^ "Needed by EI duPont de Nemours & Company for Pacific Northwest (advertisement)". Milwaukee Sentinel . 6 de junio de 1944. págs. 1–5. Archivado desde el original el 8 de agosto de 2021. Consultado el 25 de marzo de 2013 .
- ^ Harvey 1990, pág. 7.
- ^ Distrito de Manhattan 1947e, págs. 4.11–4.12.
- ^ Hewlett y Anderson 1962, pág. 217.
- ^ Distrito de Manhattan 1947e, pág. 4.14.
- ^ desde Findlay y Hevly 1995, págs. 16-19.
- ^ Brown 2013, pág. 27.
- ^ Brown 2013, pág. 44.
- ^ Brown 2013, pág. 45.
- ^ ab Manhattan District 1947e, págs. 4.18–4.9.
- ^ Brown 2022, pág. 13.
- ^ Distrito de Manhattan 1947e, págs. 4.21–4.22.
- ^ desde Hales 1997, págs. 181–184.
- ^ ab Manhattan District 1947e, págs. 4.8–4.9.
- ^ Distrito de Manhattan 1947e, pág. 4.17.
- ^ Howes y Herzenberg 1999, pág. 82.
- ^ Programa de Recursos Culturales de Hanford 2002, pág. 2-12.9.
- ^ desde Howes y Herzenberg 1999, págs. 17, 162–164.
- ^ Groves 1983, págs. 90–93.
- ^ ab Manhattan District 1947f, págs. 10.4–10.5.
- ^ Gerber 2002, pág. 58.
- ^ Distrito de Manhattan 1947f, pág. 7.4.
- ^ Nichols 1987, pág. 123.
- ^ Warren 1966, págs. 845, 875–879.
- ^ desde Gerber 2002, págs. 50–51.
- ^ "Área 200". Sitio de Hanford. Archivado desde el original el 29 de mayo de 2023. Consultado el 29 de noviembre de 2023 .
- ^ Jones 1985, págs. 212-213.
- ^ Jones 1985, pág. 214.
- ^ Distrito de Manhattan 1947e, págs. 6.1–6.3.
- ^ abc Manhattan District 1947f, págs. 2.1–2.2.
- ^ Groueff 1967, págs. 298-300.
- ^ Distrito de Manhattan 1947f, págs. 4.4–4.7.
- ^ Distrito de Manhattan 1947f, págs. 4.4–4.8.
- ^ Distrito de Manhattan 1947c, págs. 5.48–5.49.
- ^ Distrito de Manhattan 1947f, págs. 4.7–4.8.
- ^ Gerber 1996, págs. 1-4.
- ^ abcde Hewlett & Anderson 1962, págs. 216-218.
- ^ abc Distrito de Manhattan 1947c, pág. 2.12.
- ^ abc Manhattan District 1947e, págs. 5.63–5.65.
- ^ Wahlen 1989, pág. 5.
- ^ Distrito de Manhattan 1947c, pág. 5.69.
- ^ ab Manhattan District 1947f, págs. 2.8–2.9.
- ^ abc Manhattan District 1947c, págs. 5.44–5.45.
- ^ abcd Distrito de Manhattan 1947e, págs. 6.13–6.17.
- ^ Compton 1956, págs. 193-194.
- ^ Thayer 1996, pág. 53.
- ^ "Reactor B". Sitio de Hanford. Archivado desde el original el 30 de octubre de 2022. Consultado el 30 de octubre de 2022 .
- ^ Hewlett y Anderson 1962, págs. 304-308.
- ^Ab Jones 1985, págs. 220–222.
- ^ ab Manhattan District 1947f, págs. 4.9–4.12, 5.1–5.5.
- ^ Hewlett y Anderson 1962, págs. 304-306.
- ^ Hewlett y Anderson 1962, pág. 307.
- ^ Hewlett y Anderson 1962, págs. 306-308.
- ^ Programa de Recursos Culturales de Hanford 2002, págs. 2-3.13–2-3.13.
- ^ abc Hewlett & Anderson 1962, págs. 219–222.
- ^ Distrito de Manhattan 1947c, pág. 6.9.
- ^ Distrito de Manhattan 1947e, págs. 6.24–6.28.
- ^ desde Gerber 1996, pág. 4-1.
- ^ Distrito de Manhattan 1947f, págs. 2.7–2.8.
- ^ Distrito de Manhattan 1947c, pág. 5.58.
- ^ ab Groueff 1967, págs.
- ^ Gerber 1996, pág. 4-6.
- ^ Gerber 1996, pág. 4-7.
- ^ Programa de Recursos Culturales de Hanford 2002, págs. 1.21–1.23.
- ^ abc Hewlett & Anderson 1962, págs. 302–303.
- ^ Hewlett y Anderson 1962, pág. 251.
- ^ Wellerstein, Alex (23 de diciembre de 2013). «Kilotones por kilogramo». Datos restringidos. Archivado desde el original el 23 de marzo de 2024. Consultado el 23 de marzo de 2024 .
- ^ Distrito de Manhattan 1947f, pág. 5.5.
- ^ desde Findlay y Hevly 1995, págs. 50-51.
- ^ Rhodes 1986, págs. 604–605.
- ^ desde Hewlett & Anderson 1962, págs. 309–310.
- ^ desde Gerber 2002, págs. 43–45.
- ^ Distrito de Manhattan 1947f, pág. 3.3.
- ^ Jones 1985, pág. 267.
- ^ Shurkin, Joel (21 de marzo de 2016). «Ataque con globos japoneses casi interrumpe la construcción de las primeras bombas atómicas». Inside Science . Archivado desde el original el 26 de octubre de 2022. Consultado el 26 de octubre de 2022 .
- ^ Carlisle y Zenzen 2019, págs. 41–42.
- ^ Carlisle y Zenzen2019, págs. 42–43.
- ^ Antes de junio de 1945, el bismuto para el Proyecto Dayton era irradiado por el reactor X-10 en Oak Ridge. "Después de la construcción de la pila de Hanford, se convirtió en la fuente de suministro (junio de 1945) del material utilizado. A fines de 1946, este último sitio suministraba materia prima, que contenía hasta 13,2 milicurios de polonio por gramo de bismuto. Desafortunadamente, el material que contenía este nivel más alto de actividad era mucho más peligroso de manipular debido a la mayor magnitud de la radiación beta y gamma asociada con él, debido a pequeñas cantidades de impurezas de metales pesados presentes en el bismuto". Manhattan District (1947). Proyecto Dayton (PDF) . Historia del Distrito de Manhattan, Libro VIII – Proyecto Los Alamos (Y), Actividades Auxiliares. Vol. 3, cap. 4. Washington, DC: Distrito de Manhattan . Consultado el 10 de septiembre de 2024 .
{{cite book}}: CS1 maint: estado de la URL ( enlace ) - ^ Programa de Recursos Culturales de Hanford 2002, pág. 1.22.
- ^ Groves 1983, pág. xv.
- ^ Gerber 2002, págs. 48-49.
- ^ Gerber 2002, pág. 295.
- ^ Gerber 2002, pág. 47.
- ^ Gerber 2002, pág. 59.
- ^ "Colección: fotografías de Franklin T. Matthias". Archivos del Museo y Biblioteca Hagley. Archivado desde el original el 17 de octubre de 2022. Consultado el 17 de octubre de 2022 .
- ^ Groves 1983, págs. 365–366.
- ^ Cullum 1950, pág. 897.
- ^ Jones 1985, pág. 584.
- ^ abc Hewlett & Anderson 1962, pág. 629.
- ^ desde Jones 1985, págs. 591–592.
- ^ Hewlett y Anderson 1962, pág. 420.
- ^ Groves 1983, pág. 59.
- ^ Nichols 1987, pág. 231.
- ^ Carlisle y Zenzen 2019, pag. 54.
- ^ Jones 1985, págs. 599–600.
- ^ Gerber 1992, págs. 35-36.
- ^ Carlisle y Zenzen 2019, págs. 146-151.
- ^ "Science Watch: Growing Nuclear Arsenal". The New York Times . 28 de abril de 1987. Archivado desde el original el 10 de junio de 2008 . Consultado el 29 de enero de 2007 .
- ^ Seelye, Katharine (10 de junio de 2000). "Gore elogia la iniciativa para ayudar a Salmon Run". The New York Times . Archivado desde el original el 9 de junio de 2008. Consultado el 29 de enero de 2007 .
- ^ Chatters, JC (11 de noviembre de 1989). «Registro Nacional de Lugares Históricos: Reactor Hanford B/105-B». Servicio de Parques Nacionales . Archivado desde el original el 25 de septiembre de 2022. Consultado el 25 de septiembre de 2022 .
- ^ Gerber, Michele S.; Casserly, Brian (febrero de 2007). Nominación de Monumento Histórico Nacional: Reactor B/105-B (informe). NARA. Archivado desde el original el 26 de febrero de 2023. Consultado el 4 de marzo de 2023 .
- ^ "El reactor B de Hanford obtiene el estatus de hito". Chemical & Engineering News . Vol. 86, no. 35. 1 de septiembre de 2008. p. 37. ISSN 0009-2347. Archivado desde el original el 12 de noviembre de 2022 . Consultado el 12 de noviembre de 2002 .
- ^ Richard, Terry (10 de noviembre de 2015). «Hanford, en Washington, pasa a formar parte del parque histórico nacional». The Oregonian . Archivado desde el original el 15 de diciembre de 2017. Consultado el 4 de abril de 2016 .
- ^ "Visitas guiadas al reactor del Proyecto B de Manhattan". Sitio de Hanford. Archivado desde el original el 7 de diciembre de 2023. Consultado el 14 de noviembre de 2022 .
Referencias
- Brown, Craig T. (2022). Informe sobre exenciones y aplazamientos para un posible reclutamiento militar (PDF) (Informe). Arlington, Virginia: Sistema de Servicio Selectivo de los Estados Unidos. Archivado (PDF) del original el 19 de octubre de 2022 . Consultado el 20 de octubre de 2022 .
- Brown, Kate (2013). Plutopia: familias nucleares, ciudades atómicas y los grandes desastres del plutonio soviético y estadounidense . Oxford: University of Oxford Press. ISBN 978-0-19-985576-6.OCLC 813540523 .
- Carlisle, Rodney P.; Zenzen, Joan M. (2019). Suministro del arsenal nuclear: reactores de producción estadounidenses, 1942-1992 . Baltimore, Maryland: Johns Hopkins University Press. ISBN 978-14214-3590-9.OCLC 1325858668 .
- Compton, Arthur (1956). Atomic Quest . Nueva York: Oxford University Press. OCLC 173307.
- Cullum, George W. (1950). Registro biográfico de los oficiales y graduados de la Academia Militar de los Estados Unidos en West Point, Nueva York, desde su creación en 1802: suplemento, volumen IX, 1940-1950. Chicago (Illinois): RR Donnelly and Sons, The Lakeside Press. Archivado desde el original el 2 de mayo de 2019. Consultado el 13 de octubre de 2015 .
- Findlay, John; Hevly, Bruce (1995). Tecnologías nucleares y comunidades nucleares: una historia de Hanford y las Tri-Cities, 1943-1993 (PDF) . Seattle, Washington: Proyecto de Historia de Hanford, Centro para el Estudio del Noroeste del Pacífico, Universidad de Washington. Archivado (PDF) del original el 12 de octubre de 2022 . Consultado el 12 de octubre de 2022 .
- Gerber, Michele (1992). Leyenda y legado: cincuenta años de producción de defensa en la planta de Hanford. Richland, Washington: Westinghouse Hanford Company. doi :10.2172/10144167. OSTI 10144167. Archivado desde el original el 14 de octubre de 2022 . Consultado el 14 de octubre de 2022 .
- Gerber, Michele (junio de 1996). La historia de la producción de plutonio en el sitio de Hanford: historial de procesos e instalaciones (PDF) (informe). Richland, Washington: Westinghouse. WHC-MR-0521. Archivado (PDF) del original el 14 de abril de 2019. Consultado el 29 de octubre de 2022 .
- Gerber, Michele (2002). En el frente interno: el legado de la Guerra Fría de la planta nuclear de Hanford (2.ª ed.). Lincoln, Nebraska: University of Nebraska Press. ISBN 978-0-8032-7101-2.OCLC 46959336 .
- Groueff, Stephane (1967). Proyecto Manhattan: La historia no contada de la fabricación de la bomba atómica . Boston: Little, Brown and Company. OCLC 179905.
- Groves, Leslie (1983) [1962]. Ahora se puede contar: la historia del Proyecto Manhattan . Nueva York: Da Capo Press. ISBN 0-306-80189-2.OCLC 9132112 .
- Hales, Peter Bacon (1997). Espacios atómicos: vivir en el Proyecto Manhattan . Urbana y Chicago: University of Illinois Press. ISBN 978-0-252-02296-8.OCLC 36292920 .
- Programa de recursos culturales de Hanford (2002). Distrito histórico del sitio de Hanford: historia de las instalaciones de producción de plutonio, 1943-1990. Columbus, Ohio: Battelle Press. doi :10.2172/807939. ISBN 978-1-57477-133-6. OCLC 50844404. OSTI 807939. Archivado desde el original el 1 de junio de 2023 . Consultado el 1 de noviembre de 2022 .
- Harvey, David (1990). History of the Hanford Site 1943–1990. Hanford, Washington: Laboratorio Nacional del Pacífico Noroeste. doi :10.2172/887452. Archivado desde el original el 31 de marzo de 2024. Consultado el 12 de diciembre de 2023 .
- Hewlett, Richard G. ; Anderson, Oscar E. (1990) [1962]. El Nuevo Mundo, 1939-1946 (PDF) . University Park: Prensa de la Universidad Estatal de Pensilvania. ISBN 0-520-07186-7. OCLC 637004643. Archivado (PDF) del original el 9 de octubre de 2022. Consultado el 26 de marzo de 2013 .
- Hounshell, David A .; Smith, John Kenly Jr. (1988). Ciencia y estrategia corporativa: Investigación y desarrollo de DuPont, 1902-1980 . Cambridge: Cambridge University Press. ISBN 978-0-521-02852-3.OCLC 16982414 .
- Howes, Ruth H. ; Herzenberg, Caroline L. (1999). Su día al sol: Mujeres del Proyecto Manhattan . Filadelfia: Temple University. ISBN 978-0-585-38881-6.OCLC 49569088 .
- Johnston, Sean F. (julio de 2011). "Hacer visible al ingeniero invisible: DuPont y el reconocimiento de la experiencia nuclear" (PDF) . Tecnología y cultura . 52 (3): 548–573. doi :10.1353/tech.2011.0083. ISSN 0040-165X. JSTOR 23020645. S2CID 108452609. Archivado (PDF) desde el original el 31 de octubre de 2023 . Consultado el 15 de septiembre de 2023 .
- Jones, Vincent (1985). Manhattan: The Army and the Atomic Bomb (PDF) . El Ejército de los Estados Unidos en la Segunda Guerra Mundial . Washington, DC: Centro de Historia Militar del Ejército de los Estados Unidos. OCLC 10913875. Archivado desde el original (PDF) el 7 de octubre de 2014 . Consultado el 25 de agosto de 2013 .
- Distrito de Manhattan (1947a). Características generales (PDF) . Historia del Distrito de Manhattan, Libro IV – Proyecto de plutonio (X-10). Vol. 1. Washington, DC: Distrito de Manhattan. Archivado (PDF) del original el 11 de julio de 2014 . Consultado el 8 de octubre de 2022 .
- Distrito de Manhattan (1947c). Diseño (PDF) . Historia del Distrito de Manhattan, Libro IV – Proyecto de plutonio (X-10). Vol. 3. Washington, DC: Distrito de Manhattan. Archivado (PDF) del original el 12 de julio de 2014 . Consultado el 8 de octubre de 2022 .
- Distrito de Manhattan (1947d). Adquisición de tierras (PDF) . Historia del Distrito de Manhattan, Libro IV – Proyecto de plutonio (X-10). Vol. 4. Washington, DC: Distrito de Manhattan. Archivado (PDF) del original el 11 de julio de 2014. Consultado el 8 de octubre de 2022 .
- Distrito de Manhattan (1947x). Adquisición de tierras (PDF) . Historia del Distrito de Manhattan, Libro IV – Proyecto de plutonio (X-10). Vol. 4, Apéndices. Washington, DC: Distrito de Manhattan. Archivado (PDF) del original el 8 de noviembre de 2022 . Consultado el 8 de octubre de 2022 .
- Distrito de Manhattan (1947e). Construcción (PDF) . Historia del Distrito de Manhattan, Libro IV – Proyecto de plutonio (X-10). Vol. 5. Washington, DC: Distrito de Manhattan. Archivado (PDF) del original el 12 de julio de 2014. Consultado el 8 de octubre de 2022 .
- Distrito de Manhattan (1947f). Operación (PDF) . Historia del Distrito de Manhattan, Libro IV – Proyecto de plutonio (X-10). Vol. 6. Washington, DC: Distrito de Manhattan. Archivado (PDF) del original el 11 de julio de 2014. Consultado el 8 de octubre de 2022 .
- Nichols, Kenneth (1987). El camino a la Trinidad: Un relato personal de cómo se forjaron las políticas nucleares de Estados Unidos . Nueva York: William Morrow and Company. ISBN 0-688-06910-X.OCLC 15223648 .
- Olson, Steve (2020). La fábrica del Apocalipsis: el plutonio y la creación de la era atómica . Nueva York: WW Norton. ISBN 978-03936-3497-6.OCLC 1194892131 .
- Rhodes, Richard (1986). La fabricación de la bomba atómica . Londres: Simon & Schuster. ISBN. 978-0-671-44133-3.OCLC 777330029 .
- Thayer, H. (1996). Gestión de la fábrica de ingenieros de Hanford durante la Segunda Guerra Mundial . Nueva York: American Society of Civil Engineers Press. ISBN 978-0-7844-0160-6.OCLC 1342227256 .
- Wahlen, RK (octubre de 1989). Historia del área 100-B (PDF) (Informe). Richland, Washington: Westinghouse. WHC-EP-0273. Archivado (PDF) del original el 28 de octubre de 2022. Consultado el 29 de octubre de 2022 .
- Warren, Stafford L. (1966). "El papel de la radiología en el desarrollo de la bomba atómica". En Ahnfeldt, Arnold Lorentz (ed.). Radiología en la Segunda Guerra Mundial . Washington, DC: Oficina del Cirujano General, Departamento del Ejército. OCLC 630225.
- Wellerstein, Alex (2021). Datos restringidos: la historia del secreto nuclear en los Estados Unidos . University of Chicago Press. ISBN 9780226020389.OCLC 1178870332 .
Lectura adicional
- Sanger, SL (1995). Working on the Bomb: an Oral History of WWII Hanford [Trabajando en la bomba: una historia oral de la Segunda Guerra Mundial en Hanford ]. Portland, Oregón: Continuing Education Press, Portland State University. ISBN 978-0-87678-115-9.OCLC 34034740 .
Enlaces externos
- Un folleto de 1944 que explica los pasos que deben seguir los nuevos empleados a su llegada.
- Un folleto de 1944 que proporciona a los nuevos empleados un mapa detallado y enumera todos los servicios que se pueden encontrar en el área de Hanford.
- Un registro gráfico de 1945 sobre la construcción de Hanford Engineer Works
- "Hanford Trailer City y su medio ambiente", una serie de fotografías de dominio público seleccionadas del Proyecto Desclasificado de Hanford.
- "Construyendo una ciudad, una serie de fotografías de dominio público del Proyecto Desclasificado de Hanford.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
.jpg){kind=link}
{kind=link}
.jpg){kind=link}
{kind=link}
.jpg){kind=link}
.JPG){kind=link}
{kind=link}
.jpg){kind=link}
.jpg){kind=link}
{kind=link}
{kind=link}
46°38′51″N 119°35′55″O / 46.64750, -119.59861
